

Để sử dụng toàn bộ tiện ích nâng cao của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
TIÊU CHUẨN QUỐC GIA
TCVN 5189 : 1990
MÁY CẮT ĐỘT LIÊN HỢP - ĐỘ CHÍNH XÁC
Combined press-Shears - Norm of aecuracy
Lời nói đầu
TCVN 5189:1990 phù hợp với ST SEV 3126:1981.
TCVN 5189:1990 do Viện máy công cụ và dụng cụ - Bộ cơ khí và luyện kim biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng trình duyệt, Ủy ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ Khoa học và Công nghệ) ban hành;
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn Kỹ thuật.
MÁY CẮT ĐỘT LIÊN HỢP - ĐỘ CHÍNH XÁC
Combined press-Shears - Norm of aecuracy
1. Tiêu chuẩn này quy định độ chính xác, áp dụng cho các máy cắt đột liên hợp, dùng để cắt và đột lỗ các loại thép tấm, thép băng và thép hình.
2. Trước khi kiểm độ chính xác, máy phải được đảm bảo những yêu cầu kỹ thuật chung của máy rèn ép theo TCVN.
3.. Nếu đặc điểm kết cấu của máy không cho phép đo được chiều dài cần kiểm thì sai lệch giới hạn ứng với chiều dài cần kiểm phải được quy đổi theo chiều dài lớn nhất có thể đo được.
Sai lệch giới hạn có được khi quy đổi nhỏ hơn 0,01 mm thì lấy bằng 0,01 mm.
4. Độ chính xác và cách kiểm
4.1. Sai lệch độ song song giữa mặt tựa dao trên của đầu trượt với hành trình đầu trượt trong cơ cấu thép tấm.
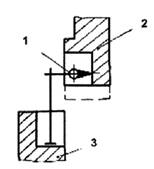
Hình 1
Sai lệch giới hạn: không lớn hơn 0,2 mm trên chiều dài 100 mm.
Cách kiểm (Hình 1)
Đặt đồng hồ so 1 lên thân máy 3 ở vị trí các dao mở lớn nhất sao cho mũi đo của nó tiếp xúc với mặt tựa dao thẳng đứng của đầu trượt 2.
Cho đầu trượt đi xuống.
Sai lệch độ song song được xác định bằng hiệu đại số các số chỉ trên đồng hồ so tại các điểm xa nhau nhất có thể đo được theo hành trình chuyển động của đầu trượt trên mặt tựa dao của đầu trượt.
4.2. Sai lệch độ song song giữa mặt tựa dao dưới của thân máy với hành trình đầu trượt cơ cấu cắt thép tấm.
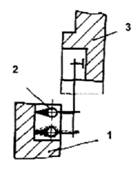
Hình 2
Sai lệch giới hạn: không lớn hơn 0,2 mm trên chiều dài 100 mm.
Cách kiểm (Hình 2)
Đặt đồng hồ so 2 lên đầu trượt ở vị trí các dao mở lớn nhất, sao cho mũi đo của nó tiếp xúc với bề mặt tựa dao của thân máy 1.
Cho đầu trượt đi xuống.
Sai lệch độ song song được xác định bằng hiệu đại số các số chỉ trên đồng hồ so tại các điểm xa nhau nhất có thể đo được theo hành trình đầu trượt trên mặt tựa dao của thân máy.
CHÚ THÍCH: Với các thép kiểm 4.1 và 4.2 chỉ cho phép các sai lệch làm tăng khoảng cách giữa các mặt tựa dao trên của đầu trượt và mặt tựa dao dưới của thân máy khi đầu trượt đi xuống.
4.3. Sai lệch độ song song trong mặt phẳng ngang giữa hai mặt dao của thân máy với mặt tựa dao của đầu trượt.
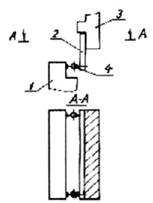
Hình 3
Sai lệch giới hạn: không lớn hơn 0,05 mm trên chiều dài 100 mm.
Cách kiểm (Hình 3)
Áp thước kiểm 2 lên bề mặt tựa dao của đầu trượt 3 theo phương pháp ngang. Đặt đồng hồ so 4 trên mặt tựa dao của thân máy sao cho mũi đo của nó tiếp xúc với mặt là
Để xem đầy đủ nội dung và sử dụng toàn bộ tiện ích của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
Nếu bạn đã là thành viên, hãy bấm:
- 1Tiêu chuẩn quốc gia TCVN 5186:1990 ( ST SEV 576-77) về Máy cắt kim loại - Yêu cầu riêng về an toàn đối với kết cấu máy phay
- 2Tiêu chuẩn quốc gia TCVN 5187:1990 (ST SEV 577-77) về Máy cắt kim loại - Yêu cầu riêng về an toàn đối với kết cấu máy doa ngang
- 3Tiêu chuẩn quốc gia TCVN 5188:1990 (ST SEV 578-77) về Máy cắt kim loại - Yêu cầu riêng về an toàn đối với kết cấu máy bào, xọc và chuốt
- 1Luật Tiêu chuẩn và quy chuẩn kỹ thuật 2006
- 2Nghị định 127/2007/NĐ-CP Hướng dẫn Luật Tiêu chuẩn và Quy chuẩn kỹ thuật
- 3Quyết định 2847/QĐ-BKHCN năm 2008 công bố tiêu chuẩn quốc gia do Bộ trưởng Bộ Khoa học và Công nghệ ban hành
- 4Tiêu chuẩn quốc gia TCVN 5186:1990 ( ST SEV 576-77) về Máy cắt kim loại - Yêu cầu riêng về an toàn đối với kết cấu máy phay
- 5Tiêu chuẩn quốc gia TCVN 5187:1990 (ST SEV 577-77) về Máy cắt kim loại - Yêu cầu riêng về an toàn đối với kết cấu máy doa ngang
- 6Tiêu chuẩn quốc gia TCVN 5188:1990 (ST SEV 578-77) về Máy cắt kim loại - Yêu cầu riêng về an toàn đối với kết cấu máy bào, xọc và chuốt
Tiêu chuẩn quốc gia TCVN 5189:1990 (ST SEV 3126-81) về Máy cắt đột liên hợp - Độ chính xác
- Số hiệu: TCVN5189:1990
- Loại văn bản: Tiêu chuẩn Việt Nam
- Ngày ban hành: 01/01/1990
- Nơi ban hành: Ủy ban Khoa học và Kỹ thuật Nhà nước
- Người ký: ***
- Ngày công báo: Đang cập nhật
- Số công báo: Đang cập nhật
- Ngày hiệu lực: 26/05/2026
- Tình trạng hiệu lực: Kiểm tra
Đơn vị chủ quản: Công ty cổ phần tư vấn đầu tư và ứng dụng công nghệ 4.0.
Chịu trách nhiệm chính: Bà Phạm Hoài Thương.
Giấy chứng nhận ĐKDN số: 0108234370, do Sở Kế hoạch và Đầu tư thành phố Hà Nội cấp ngày 18/04/2018.
Địa chỉ: Thôn Trung, Xã Phù Đổng, TP Hà Nội - VPGD: C2 Vincom, 119 Trần Duy Hưng, Phường Yên Hòa, TP Hà Nội.
Điện thoại: 024.6294.9155 - Hotline 1: 0342.799.688 - Hotline 2: 0985.426.175 - Email: info@hethongphapluat.com

