

Để sử dụng toàn bộ tiện ích nâng cao của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
| BỘ GIAO THÔNG VẬN TẢI | CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM |
| Số: 64/2015/TT-BGTVT | Hà Nội, ngày 05 tháng 11 năm 2015 |
Căn cứ Luật Tiêu chuẩn và Quy chuẩn kỹ thuật ngày 29 tháng 6 năm 2006;
Căn cứ Nghị định số 127/2007/NĐ-CP ngày 01 tháng 8 năm 2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật;
Căn cứ Nghị định số 107/2012/NĐ-CP ngày 20 tháng 12 năm 2012 của Chính phủ quy định chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Bộ Giao thông vận tải;
Theo đề nghị của Vụ trưởng Vụ Khoa học-Công nghệ và Cục trưởng Cục Đăng kiểm Việt Nam,
Bộ trưởng Bộ Giao thông vận tải ban hành Thông tư ban hành Quy chuẩn kỹ thuật quốc gia về kiểm tra và chế tạo công-te-nơ vận chuyển trên các phương tiện vận tải.
Điều 1. Ban hành kèm theo Thông tư này Quy chuẩn kỹ thuật quốc gia về kiểm tra và chế tạo công-te-nơ vận chuyển trên các phương tiện vận tải.
Mã số đăng ký: QCVN 38:2015/BGTVT.
Điều 2. Thông tư này có hiệu lực thi hành kể từ ngày 01 tháng 05 năm 2016 và thay thế Thông tư số 72/2011/TT-BGTVT ngày 30 tháng 12 năm 2011 của Bộ trưởng Bộ Giao thông vận tải ban hành Quy chuẩn kỹ thuật Quốc gia về kiểm tra và chế tạo công-te-nơ vận chuyển trên các phương tiện vận tải.
Điều 3. Chánh Văn phòng Bộ, Chánh Thanh tra Bộ, các Vụ trưởng, Cục trưởng Cục Đăng kiểm Việt Nam, Thủ trưởng các cơ quan, đơn vị thuộc Bộ Giao thông vận tải, các tổ chức và cá nhân có liên quan chịu trách nhiệm thi hành Thông tư này./.
| Nơi nhận: | BỘ TRƯỞNG |
National tenchnical regulation on survey and construction of freight containers
MỤC LỤC
1. Quy định chung
1.1. Phạm vi điều chỉnh
1.2. Đối tượng áp dụng
1.3. Tài liệu viện dẫn
1.4. Giải thích từ ngữ
2. Quy định kỹ thuật
2.1. Công nhận thiết kế
2.2. Công nhận quy trình chế tạo
2.3. Quy định về hình dạng kích thước và các số liệu khác
2.4. Thử và kiểm tra công-te-nơ trong chế tạo, nhập khẩu và đang sử dụng
2.5. Công-te-nơ chở hàng khô
2.5.1. Phạm vi áp dụng
2.5.2. Kích thước, phân loại và bố trí kết cấu
2.5.3. Vật liệu và công nghệ chế tạo
2.5.4. Ghi nhãn
2.5.5. Thử và kiểm tra
2.6. Công-te-nơ đẳng nhiệt
2.6.1. Phạm vi áp dụng
2.6.2. Các bản vẽ và hồ sơ
2.6.3. Bố trí kết cấu và sản lượng của thiết bị làm lạnh
2.6.4. Vật liệu và công nghệ chế tạo
2.6.5. Ghi nhãn
2.6.6. Thử và kiểm tra
2.7. Công-te-nơ chở hàng lỏng
2.7.1. Phạm vi áp dụng
2.7.2. Các bản vẽ và hồ sơ
2.7.3. Kích thước, phân loại và bố trí kết cấu
2.7.4. Vật liệu và công nghệ chế tạo
2.7.5. Ghi nhãn
2.7.6. Thử và kiểm tra
3. Quy định về quản lý
4. Trách nhiệm của các cơ quan, tổ chức cá nhân
5. Tổ chức thực hiện
6. Phụ lục
QUY CHUẨN KỸ THUẬT QUỐC GIA VỀ KIỂM TRA VÀ CHẾ TẠO CÔNG-TE-NƠ VẬN CHUYỂN TRÊN CÁC PHƯƠNG TIỆN VẬN TẢI
National tenchnical regulation on survey and construction of freight containers
1.1. Phạm vi điều chỉnh
1. Quy chuẩn này quy định về các yêu cầu an toàn kỹ thuật liên quan đến thiết kế, chế tạo, sửa chữa, cải tạo, nhập khẩu, khai thác sử dụng và các yêu cầu về quản lý, kiểm tra, chứng nhận đối với các công-te-nơ vận chuyển trên các phương tiện vận tải đường bộ, đường thuỷ, đường sắt, bao gồm:
- Công-te-nơ chở hàng khô;
- Công-te-nơ đẳng nhiệt;
- Công-te-nơ chở hàng lỏng.
Trường hợp công-te-nơ dùng để chở hàng nguy hiểm thì còn phải thỏa mãn các bộ luật và quy định trong nước cũng như quốc tế về vận chuyển hàng nguy hiểm.
2 Trong trường hợp Điều ước quốc tế mà nước Cộng hòa xã hội chủ nghĩa Việt Nam là thành viên có quy định khác thì áp dụng các quy định của Điều ước quốc tế đó.
1.2. Đối tượng áp dụng
Quy chuẩn này áp dụng đối với các cơ quan, tổ chức, cá nhân có liên quan đến quản lý, thiết kế, chế tạo, sửa chữa, cải tạo, nhập khẩu, khai thác sử dụng và kiểm tra, chứng nhận công-te-nơ vận chuyển trên các phương tiện vận tải đường bộ, đường thuỷ, đường sắt.
1.3. Tài liệu viện dẫn
ISO 668 : 2013(E), Series 1 freight containers-Classification, dimensions and ratings.
TCVN 7552-1 : 2005 (ISO 1496-1 : 1990), Công-te-nơ vận chuyển loạt 1- Đặc tính kỹ thuật và thử nghiệm-Phần 1: Công-te-nơ thông dụng vận chuyển hàng thông thường.
TCVN 7554 : 2005 (ISO 1161 : 1984), Công-te-nơ vận chuyển loạt 1-Bộ phận định vị ở góc-Đặc tính kỹ thuật.
TCVN 7555 : 2005 (ISO 830 : 1999), Công-te-nơ vận chuyển-Từ vựng.
TCVN 6273 : 2003, Qui phạm chế tạo và chứng nhận công-te-nơ vận chuyển bằng đường biển.
ISO 1496-1 : 2013(E), Series 1 freight container-Specification and testing- Part 1: General cargo containers for general purposes.
Công ước quốc tế về an toàn công-te-nơ năm 1972 của Tổ chức Hàng hải quốc tế đã được sửa đổi, bổ sung (CSC-International Convention for Safe Containers, 1972).
1.4. Giải thích từ ngữ
Trong Quy chuẩn này, các từ ngữ dưới đây được hiểu như sau:
1.4.1. Công-te-nơ
Công-te-nơ là một thành phần của thiết bị vận tải:
1. có đặc tính bền vững và kết cấu chắc chắn để có thể sử dụng được nhiều lần;
2. được thiết kế đặc biệt để chuyên chở hàng hoá bằng các phương thức vận tải đường bộ, đường sắt, đường thủy mà không cần khâu chuyển tải trung gian;
3. được thiết kế có các chi tiết nối góc để cố định chặt chẽ trong vận chuyển và dễ dàng trong xếp dỡ;
4. có kích thước mà diện tích nằm giữa bốn góc ngoài của đáy là:
- tối thiểu 14 m2 (140 ft2) hoặc
- tối thiểu 7 m2 (75 ft2) nếu có lắp đặt các chi tiết nối góc phía trên.
Thuật ngữ “công-te-nơ” không bao gồm phương tiện vận chuyển hoặc đóng gói.
1.4.2. CSC là Công ước quốc tế về an toàn công-te-nơ năm 1972 của Tổ chức Hàng hải quốc tế đã được sửa đổi, bổ sung.
1.4.3. Khối lượng bì (T) là khối lượng của công-te-nơ không có hàng.
1.4.4. Khối lượng sử dụng lớn nhất (R) là tổng khối lượng cho phép lớn nhất của công-te-nơ và hàng hóa trong đó.
1.4.5. Khối lượng có ích lớn nhất (P) là hiệu số giữa khối lượng sử dụng lớn nhất và khối lượng bì.
1.4.6. Chiều cao, chiều rộng và chiều dài là những kích thước bên ngoài phủ bì đo theo từng phương thẳng đứng, ngang và dọc của công-te-nơ.
1.4.7. Kích thước bên ngoài phủ bì là kích thước bên ngoài lớn nhất của công-te-nơ kể cả những chi tiết cố định và được ký hiệu bằng H (chiều cao), W (chiều rộng) và L (chiều dài).
1.4.8. Kích thước bên trong là kích thước bên trong nhỏ nhất của công-te-nơ, kể cả những chi tiết cố định trừ chi tiết phần đỉnh nắp.
1.4.9. Chi tiết nối góc là chi tiết được hàn vào góc trên, góc dưới của công-te-nơ, có các lỗ khoét tại các mặt để bốc dỡ, xếp chồng và cố định công-te-nơ.
1.4.10. Công-te-nơ mẫu là một công-te-nơ dùng làm mẫu cho các công-te-nơ đã được chế tạo hoặc sẽ được chế tạo hàng loạt theo một kiểu thiết kế đã được công nhận.
1.4.11. Kiểu công-te-nơ là kiểu thiết kế đã được Đăng kiểm công nhận.
1.4.12. Kiểm tra chế tạo đơn chiếc là quá trình kiểm tra, thử nghiệm một công-te-nơ chế tạo đơn lẻ có kiểu thiết kế riêng biệt chưa được công nhận.
1.4.13. Công-te-nơ chế tạo hàng loạt là những công-te-nơ được chế tạo theo cùng một kiểu thiết kế đã được công nhận.
1.4.14. Đăng kiểm là Cục Đăng kiểm Việt Nam - Vietnam Register (VR).
1.4.15. Đăng kiểm viên là Đăng kiểm viên của Cục Đăng kiểm Việt Nam.
1.4.16. Chủ công-te-nơ là Tổ chức, cá nhân quản lý, khai thác sử dụng công-te-nơ.
1.4.17. Hàng nguy hiểm là hàng hóa có chứa các chất nguy hiểm khi vận chuyển có khả năng gây nguy hại tới tính mạng, sức khỏe con người, môi trường, an toàn và an ninh quốc gia.
1.4.18. Chất nguy hiểm là những chất hoặc hợp chất ở dạng khí, dạng lỏng hoặc dạng rắn có khả năng gây nguy hại tới tính mạng, sức khỏe con người, môi trường, an toàn và an ninh quốc gia.
1.4.19. Công-te-nơ ISO là các công-te-nơ vận chuyển tuân theo hoàn toàn các tiêu chuẩn ISO liên quan đến công-te-nơ đang có hiệu lực tại thời điểm sản xuất công-te-nơ.
2.1.1. Quy định chung
Mỗi một kiểu công-te-nơ được đề nghị công nhận thiết kế phải phù hợp với những yêu cầu tương ứng trong mục 2.5, 2.6, 2.7 liên quan đến kết cấu, kích thước, vật liệu ... và một công-te-nơ mẫu phải được thử và kiểm tra như quy định ở mục 2.5, 2.6, 2.7. Trong trường hợp công-te-nơ có giấy chứng nhận công nhận thiết kế phù hợp với các yêu cầu của CSC, Đăng kiểm sẽ xem xét hồ sơ cụ thể và miễn giảm một phần nào đó của việc thử và kiểm tra theo yêu cầu.
2.1.2. Hồ sơ công nhận thiết kế
Để công nhận thiết kế, những hồ sơ sau (lập thành 2 bản) trình cho Đăng kiểm:
1. Thuyết minh đặc điểm kỹ thuật.
2. Bản tính bền kết cấu, các bản vẽ chỉ dẫn chi tiết loại vật liệu sử dụng, kích thước và bố trí các thành phần kết cấu và những liên kết giữa chúng cũng như những bản vẽ theo yêu cầu trong mục 2.6 và 2.7.
3. Sổ tay hướng dẫn thử nghiệm.
Việc công nhận thiết kế phải tuân theo quy định tại QCVN 64 : 2015/BGTVT.
2.2. Công nhận quy trình chế tạo
2.2.1. Quy định chung
1. Đăng kiểm kiểm tra quy trình chế tạo tại cơ sở theo quy định, nếu thỏa mãn sẽ cấp giấy chứng nhận công nhận quy trình chế tạo cho cơ sở chế tạo công- te-nơ.
2. Để công nhận quy trình chế tạo, cơ sở phải chứng minh cho Đăng kiểm thấy cơ sở đó có đủ năng lực để sản xuất hàng loạt công-te-nơ có chất lượng không thay đổi.
3. Bất kỳ thay đổi nào đối với quy trình chế tạo đã được công nhận đều phải được Đăng kiểm kiểm tra và chấp nhận. Nếu có thay đổi lớn, Đăng kiểm sẽ thực hiện tổng kiểm tra tại cơ sở chế tạo.
2.2.2. Hồ sơ công nhận quy trình chế tạo
Để công nhận quy trình chế tạo, những hồ sơ dưới đây (lập thành 2 bản) trình cho Đăng kiểm:
1. Giới thiệu những đặc điểm chính của cơ sở chế tạo;
2. Giới thiệu công-te-nơ dự định chế tạo và quy trình chế tạo;
3. Trang thiết bị chính phục vụ sản xuất;
4. Dụng cụ thử nghiệm;
5. Quy trình kiểm tra chất lượng, gồm cả những tiêu chuẩn kiểm tra của cơ sở;
Việc đánh giá, công nhận quy trình chế tạo và duy trì việc công nhận phải tuân theo QCVN 64 : 2015/BGTVT (Quy chuẩn kỹ thuật quốc gia về kiểm tra sản phẩm công nghiệp dùng cho tàu biển).
2.3. Quy định về hình dạng, kích thước và các số liệu khác
2.3.1. Quy định chung
Kích thước của công-te-nơ và các bộ phận khác của công-te-nơ phải phù hợp với quy định của mục 2.3.
2.3.2. Hình dạng, kích thước và các số liệu khác
2.3.2.1. Kích thước, dung sai và khối lượng sử dụng lớn nhất
Kích thước của công-te-nơ phải phù hợp với Bảng 1, Hình 1, Bảng 2. và Bảng 3.
2.3.2.2. Chi tiết nối góc
Kích thước của chi tiết nối góc phải phù hợp với Hình 2 và Hình 3.
2.3.2.3. Vùng phân bố tải trọng trong kết cấu đáy công-te-nơ
Vùng phân bố tải trọng phải phù hợp với Hình 4.
2.3.2.4. Rãnh cổ ngỗng
Kích thước và dung sai của rãnh cổ ngỗng phải phù hợp với Hình 5.
2.3.2.5. Ổ chạc nâng
Kích thước và dung sai của ổ chạc nâng phải phù hợp với Hình 6.
2.3.2.6. Kích thước vùng kẹp chạc nâng
Kích thước vùng kẹp chạc nâng phải phù hợp với Hình 7.
2.3.2.7. Bộ nối nước làm mát
Kích thước của bộ nối nước làm mát phải phù hợp với Hình 8, Hình 9.
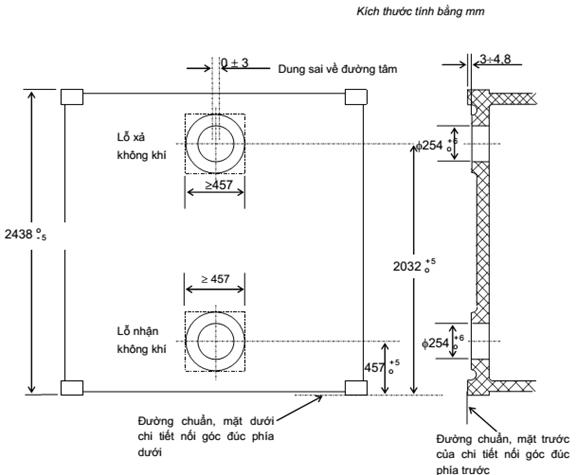
2.3.2.8. Lỗ thông khí
Kích thước lỗ thông khí và bố trí lỗ thông khí phải phù hợp với Hình 10, Hình 11, Hình 12.
2.3.2.9. Điểm đo nhiệt độ không khí
Vị trí, kích thước phân bố điểm đo nhiệt độ không khí phải phù hợp với Hình 13.
Bảng 1 Kích thước, dung sai và khối lượng sử dụng lớn nhất
| Loại công-te-nơ | Chiều cao H | Chiều rộng W | Chiều dài L | K1 (mm) lớn nhất | K2 (mm) lớn nhất | Khối lượng sử dụng lớn nhất R(kg) | |||
| (mm) | Dung sai (mm) | (mm) | Dung sai (mm) | (mm) | Dung sai (mm) | ||||
| 1EEE | 2896 | 0 -5 | 2438 | 0 -5 | 13716 | 0 -10 | 19 | 10 | 30480 |
| 1EE | 2591 | 0 -5 | 2438 | 0 -5 | 13716 | 0 -10 | 19 | 10 | 30480 |
| 1A | 2438 | 0 -5 | 2438 | 0 -5 | 12192 | 0 -10 | 19 | 10 | 30480 |
| 1AA | 2591 | 0 -5 | 2438 | 0 -5 | 12192 | 0 -10 | 19 | 10 | 30480 |
| 1AAA | 2896 | 0 -5 | 2438 | 0 -5 | 12192 | 0 -10 | 19 | 10 | 30480 |
| 1AX | <2438 | 2438 | 0 -5 | 12192 | 0 -10 | 19 | 10 | 30480 | |
| 1B | 2438 | 0 -5 | 2438 | 0 -5 | 9125 | 0 -10 | 16 | 10 | 30480 |
| 1BB | 2591 | 0 -5 | 2438 | 0 -5 | 9125 | 0 -10 | 16 | 10 | 30480 |
| 1BBB | 2896 | 0 -5 | 2438 | 0 -5 | 9125 | 0 -10 | 16 | 10 | 30480 |
| 1BX | <2438 | 0 -5 | 2438 | 0 -5 | 9125 | 0 -10 | 16 | 10 | 30480 |
| 1C | 2438 | 0 -5 | 2438 | 0 -5 | 6058 | 0 -6 | 13 | 10 | 30480 |
| 1CC | 2591 | 0 -5 | 2438 | 0 -5 | 6058 | 0 -6 | 13 | 10 | 30480 |
| 1CX | <2438 | 0 -5 | 2438 | 0 -5 | 6058 | 0 -6 | 13 | 10 | 30480 |
| 1D | 2438 | 0 -5 | 2438 | 0 -5 | 2991 | 0 -5 | 10 | 10 | 10160 |
| 1DX | <2438 | 2438 | 0 -5 | 2991 | 0 -5 | 10 | 10 | 10160 | |
Chú thích: Kích thước và dung sai trong Bảng được dùng khi công-te-nơ được đo ở nhiệt độ 20 0C.
Nếu nhiệt độ khi đo khác 20 0C thì phải được hiệu chỉnh phù hợp.
Chú thích:
K1=|D1-D2| hoặc K1=|D3-D4|
K2=|D5-D6|
D-là khoảng cách giữa tâm các lỗ khoét của các chi tiết nối góc đặt đối diện theo đường chéo tạo bởi sáu kích thước D1, D2, D5, D6, D9 và D10 hoặc mười kích thước gồm sáu kích thước trên cộng với D3, D4, D7 và D8 dùng cho công-te-nơ 1EE và 1EEE.
C1- Đo bộ phận định vị ở góc 101,5![]() mm
mm
C2- Đo bộ phận định vị ở góc 89![]() mm
mm
H- Chiều cao phủ bì công-te-nơ
L- Chiều dài phủ bì công-te-nơ
P- Khoảng cách tâm lỗ theo chiều rộng công-te-nơ
S- Khoảng cách tâm lỗ theo chiều dài công-te-nơ
W- Chiều rộng phủ bì công-te-nơ
Hình 1. Kích thước, dung sai và vị trí của chi tiết nối góc
Bảng 2 Kích thước bên trong tối thiểu và kích thước lỗ cửa của công-te-nơ
| Ký hiệu công- te-nơ | Kích thước bên trong tối thiểu (mm) | Kích thước lỗ cửa tối thiểu (mm) | |||
| Chiều cao | Chiều rộng | Chiều dài | Chiều cao | Chiều rộng | |
| 1EEE | Chiều cao lớn nhất của công-te-nơ trừ đi 241 mm | 2330 | 13542 | 2566 | 2286 |
| 1EE | 13542 | 2261 | |||
| 1AAA | 11998 | 2566 | |||
| 1AA | 11998 | 2261 | |||
| 1A | 11998 | 2134 | |||
| 1BBB | 8931 | 2556 | |||
| 1BB | 8931 | 2261 | |||
| 1B | 8931 | 2134 | |||
| 1CC | 5867 | 2134 | |||
| 1C | 2802 | 2134 | |||
| Công-te-nơ đẳng nhiệt các loại | 2200 | ||||
Bảng 3 Kích thước giữa các chi tiết nối góc
| Ký hiệu công-te-nơ | S mm | P mm |
| 1EEE 1EE | 13509 | 2259 |
| 1AAA | 11985 | 2259 |
| 1AA | ||
| 1A | ||
| 1AX | ||
| 1BBB | 8918 | 2259 |
| 1BB | ||
| 1B | ||
| 1BX | ||
| 1CC | 5853 | 2259 |
| 1C | ||
| 1CX | ||
| 1D | 2787 | 2259 |
| 1DX |
Chú thích: Các kích thước S và P phải được đảm bảo chính xác khi chế tạo công-te-nơ. Các dung sai dùng với S và P được hạn chế bởi các dung sai của các kích thước chiều dài và chiều rộng toàn bộ trong tiêu chuẩn này được quy định trong ISO 1161.
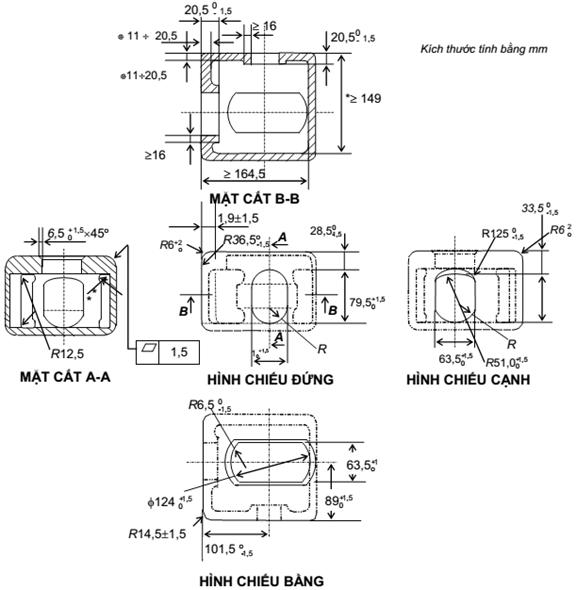
Hình 2. Chi tiết nối góc phía trên
Chú thích:
(1) Chi tiết nối góc phía trái mặt mút trước và phía phải mặt mút sau được trình bày trên hình vẽ. Những chiếc khác đối xứng qua tâm trục.
(2) Đường khuất biểu diễn đường bao khai triển hộp dụng cụ nối góc
(3) Nếu kích thước góc lượn bên trong và bên ngoài của lỗ chi tiết nối góc không được nêu thì góc lượn của chúng phải lấy bằng 30![]() mm.
mm.
(4) Những kích thước có dấu (![]() ) thì chiều dày của chúng không được lớn hơn chiều dày các vùng liền kề xung quanh lỗ tại mặt bên hoặc mặt mút.
) thì chiều dày của chúng không được lớn hơn chiều dày các vùng liền kề xung quanh lỗ tại mặt bên hoặc mặt mút.
(5) Đường kính chi tiết nối góc có kích thước nhỏ nhất là 149 mm được đánh dấu (*) thì bán kính góc lượn biểu thị bằng (**) (nếu có) không quá 5,5 mm. Nếu bán kính góc lượn lớn hơn quy định thì kích thước bằng 149 mm đánh dấu (*) phải được hiệu chỉnh tăng thêm cho thích hợp.
Hình 3. Chi tiết nối góc phía dưới
Chú thích: Chi tiết nối góc phía trái mặt mút trước và phía phải mặt mút sau được trình bày trên hình vẽ. Những chiếc khác đối xứng qua tâm trục.
(1) Đường khuất biểu diễn đường bao khai triển hộp dụng cụ nối góc
(2) Nếu kích thước lượn góc bên trong và bên ngoài của lỗ chi tiết nối góc không được nêu thì góc lượn của chúng phải lấy bằng 30![]() mm.
mm.
(3) Những kích thước có dấu ((![]() ) thì chiều dày của chúng không được lớn hơn chiều dày các vùng liền kề xung quanh lỗ tại mặt bên hoặc mặt mút.
) thì chiều dày của chúng không được lớn hơn chiều dày các vùng liền kề xung quanh lỗ tại mặt bên hoặc mặt mút.
(4) Đường kính chi tiết nối góc có kích thước nhỏ nhất là 149 mm được đánh dấu (*) thì bán kính góc lượn biểu thị bằng (**) (nếu có) không quá 5,5 mm. Nếu bán kính góc lượn lớn hơn quy định thì kích thước bằng 149 mm đánh dấu (*) phải được hiệu chỉnh tăng thêm cho thích hợp.
Hình 4. Vùng phân bố tải trọng
Chú thích:
(1) Hình vẽ này biểu diễn các phần tử ngang vùng giữa công-te-nơ có khoảng cách lớn hơn 1000 mm.
(2) Vùng phân bố tải trọng liên kết với đáy công-te-nơ có màu đen.
(3) Vùng phân bố tải trọng của rãnh cổ ngỗng được gạch chéo.
(4) Vùng phân bố tải trọng của rãnh cổ ngỗng, có thể được dùng cho một hoặc cả hai mặt.
MẶT CẮT NGANG RÃNH CỔ NGỖNG
| Kí hiệu | Kích thước và dung sai (mm) |
| C | 12,5 |
| Bt | 120 |
| At | 1029 |
| Lt | ≥ 3150 |
| D | 6 |
Hình 5. Rãnh cổ ngỗng
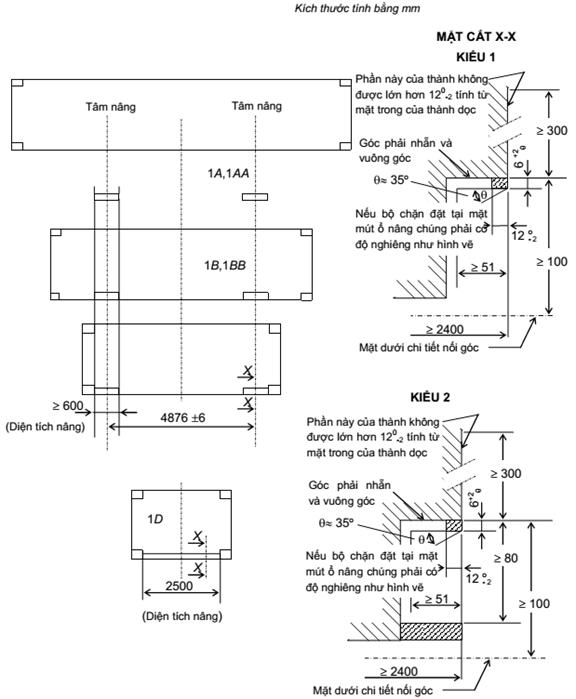
MẶT CẮT X-X
| Kí hiệu | Kích thước và dung sai (mm) | |
| Công-te-nơ 1C và 1CC | Công-te-nơ 1D | |
| A | 2050 ± 50 | 900 ± 50 |
| B | ≥ 355 | ≥ 305 |
| C | ≥ 115 | ≥ 102 |
| D | ≥ 20 | ≥ 20 |
Hình 6. Ổ chạc nâng
Hình 7. Vùng kẹp chạc nâng
| Áp suất | Khi nối | Khi ngắt |
| MPa | MPa | |
| Áp suất làm việc Áp suất mở | 10,5 63 | 2,8 6,3 |
Hình 8. Bộ nối nước làm mát - van vào
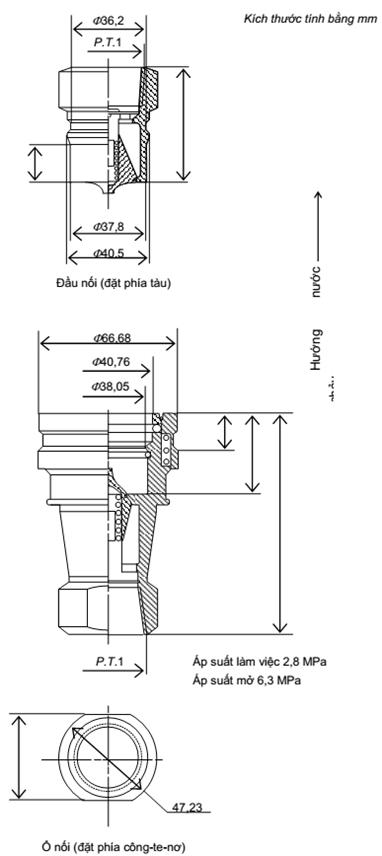
Hình 9. Bộ nối nước làm mát-van xả
Chú thích:
1. Vùng lỗ thông khí
(1) Phần nhô có đường kính bằng 550 mm hoặc hình vuông.
(2) Bề mặt phần nhô phải phẳng, dung sai bằng 0,25 mm và phải nhẵn.
(3) Mặt phần nhô phải song song với mặt phẳng được xác định bởi mặt phía trước của chi tiết nối góc và thụt vào so với mặt phẳng này từ 3 đến 4,8 mm.
(4) Các lỗ có thể được ép bạc, nhưng không phần nào của lỗ có đường kính nhỏ hơn 350 mm.
2. Thiết bị đóng kín
(1) Công-te-nơ phải có thiết bị đóng kín lỗ luân chuyển không khí khi công-te-nơ không nối với nguồn cung cấp khí lạnh.
(2) Thiết bị đóng phải có khả năng kín khí.
Hình 10. Lỗ thông khí ở thành mút công-te-nơ đẳng nhiệt loại 1
Chú thích:
1. Vùng lỗ thông khí
(1) Phần nhô có đường kính bằng 500 mm hoặc hình vuông.
(2) Bề mặt phần nhô phải bằng phẳng, dung sai bằng 0,25 mm và phải nhẵn.
(3) Mặt phần nhô phải song song với mặt phẳng được xác định bởi mặt phía trước của chi tiết nối góc và thụt vào so với mặt phẳng này từ 3 đến 4,8 mm.
(4) Các lỗ có thể được ép bạc, nhưng không phần nào của lỗ có đường kính nhỏ hơn 254 mm.
2. Thiết bị đóng kín lỗ
(1) Công-te-nơ phải có thiết bị đóng kín lỗ luân chuyển không khí khi công-te-nơ không nối với nguồn cung cấp khí lạnh.
(2) Thiết bị đóng kín phải có khả năng kín khí.
Hình 11. Lỗ thông khí ở thành mút công-te-nơ đẳng nhiệt loại 1CC
Chú thích:
1. Vùng lỗ thông khí
(1) Phần nhô có đường kính bằng 457 mm hoặc hình vuông.
(2) Bề mặt phần nhô phải bằng phẳng, dung sai bằng 0,25 mm và phải nhẵn.
(3) Mặt phần nhô phải song song với mặt phẳng được xác định bởi mặt phía trước của chi tiết nối góc phía trước và thụt vào so với mặt phẳng này từ 3 đến 4,8 mm.
(4) Các lỗ có thể được ép bạc, nhưng không phần nào của lỗ có đường kính nhỏ hơn 254 mm.
2. Thiết bị đóng kín lỗ
(1) Công-te-nơ phải có thiết bị đóng kín lỗ luân chuyển không khí khi công-te-nơ không nối với nguồn cung cấp khí lạnh.
(2) Thiết bị đóng kín phải có khả năng kín khí.
Hình 12. Lỗ thông khí ở thành mút công-te-nơ đẳng nhiệt loại 1C
Kích thước tính bằng mm
ĐIỂM ĐO NHIỆT ĐỘ KHÔNG KHÍ BÊN NGOÀI
ĐIỂM ĐO NHIỆT ĐỘ KHÔNG KHÍ BÊN TRONG
Hình 13. Điểm đo nhiệt độ không khí (bên trong và bên ngoài)
2.4. Thử và kiểm tra công-te-nơ trong chế tạo, nhập khẩu và đang sử dụng
2.4.1. Quy định chung
Việc thử và kiểm tra công-te-nơ phải được tiến hành theo yêu cầu quy định ở mục 2.4.3, 2.4.4, 2.4.5, 2.4.6. Đối với những công-te-nơ có kiểu đặc biệt không được quy định cụ thể trong Quy chuẩn này thì việc thử kiểm tra nói chung phải được thực hiện phù hợp với những quy định này và các chỉ dẫn của Đăng kiểm.
2.4.2. Bản vẽ và hồ sơ trình duyệt khi chế tạo công-te-nơ
1. Trước khi công-te-nơ được kiểm tra và thử, phải trình cho Đăng kiểm những bản vẽ và hồ sơ sau đây (lập thành 2 bản):
(1) Đối với công-te-nơ chế tạo hàng loạt
(a) Các bản vẽ và hồ sơ quy định ở mục 2.1.2;
(b) Bản vẽ hoặc hồ sơ nêu lên những thay đổi nhỏ (nếu có) về việc bố trí kết cấu hoặc những sai khác đối với các chi tiết lắp ráp so với kiểu thiết kế đã duyệt.
(2) Đối với công-te-nơ chế tạo đơn chiếc và những công-te-nơ khác
(a) Thuyết minh đặc tính kỹ thuật của công-te-nơ;
(b) Bản tính bền kết cấu, những bản vẽ chỉ dẫn chi tiết loại vật liệu sử dụng, kích thước và cách bố trí các thành phần kết cấu, các liên kết của chúng cũng như các bản vẽ theo yêu cầu ở mục 2.6 và 2.7. Tuy nhiên việc trình các bản vẽ hoặc hồ sơ này có thể được Đăng kiểm miễn trừ tùy thuộc vào hoàn cảnh cụ thể.
2. Việc trình duyệt những bản vẽ và hồ sơ khác so với quy định trên sẽ do
Đăng kiểm yêu cầu trong trường hợp cần thiết.
2.4.3. Thử và kiểm tra các công-te-nơ chế tạo hàng loạt
2.4.3.1. Công-te-nơ chế tạo hàng loạt tại cơ sở có giấy chứng nhận công nhận quy trình chế tạo
1. Đối với công-te-nơ chế tạo hàng loạt tại cơ sở có giấy chứng nhận công nhận quy trình chế tạo, việc thử và kiểm tra dưới đây phải được thực hiện với sự có mặt của Đăng kiểm viên và thoả mãn yêu cầu của Quy chuẩn này.
(1) Kiểm tra kích thước và xem xét bên ngoài quy định ở mục 2.5.5 cho từng công-te-nơ.
(2) Cân khối lượng công-te-nơ quy định ở mục 2.5.5 với số lượng nhất định được Đăng kiểm chấp nhận.
(3) Thử kín thời tiết được quy định ở mục 2.5.5 đối với từng công-te-nơ chở hàng khô.
(4) Thử kín khí được quy định ở mục 2.6.6 cũng như thử kín thời tiết ở mục 2.5.5 đối với từng công-te-nơ đẳng nhiệt. Thời gian và điều kiện thử kín khí có thể thay đổi nếu được Đăng kiểm chấp nhận.
(5) Thử hoạt động đối với mỗi thiết bị làm lạnh hoặc thiết bị hâm nóng của công- te-nơ đẳng nhiệt.
(6) Thử áp lực được quy định ở mục 2.7.6 đối với từng két hoặc khoang két công-te-nơ hàng lỏng.
(7) Thử xếp chồng, thử nâng các chi tiết nối góc phía trên và thử độ bền sàn được quy định ở mục 2.5.5, 2.6.6 hoặc 2.7.6 đối với một công-te-nơ được lựa chọn bất kỳ trong từng nhóm 50 công-te-nơ. Đối với những công-te-nơ đẳng nhiệt, việc thử truyền nhiệt hoặc hoạt động được quy định ở mục 2.6.6 để bổ sung cho các loại hình thử nêu trên.
Loại hình thử và số lượng thử có thể thay đổi phụ thuộc vào kết quả thử của đợt thử trước.
Thời gian thử truyền nhiệt và thử hoạt động thiết bị làm lạnh có thể thay đổi nếu được Đăng kiểm chấp nhận.
2. Đối với việc thử, kiểm tra như yêu cầu quy định ở mục 1 trên đây, quy trình thử có thể thay đổi nếu Đăng kiểm thấy rằng việc thử, kiểm tra do nhà máy thực hiện là đáng tin cậy.
3. Biên bản thử và kiểm tra, kiểm soát chất lượng và kết quả kiểm tra, hiệu chỉnh phải hoàn chỉnh và tin cậy cho mỗi công-te-nơ và phải trình cho Đăng kiểm xem xét khi có yêu cầu.
2.4.3.2. Công-te-nơ chế tạo hàng loạt tại cơ sở không có giấy chứng nhận công nhận quy trình chế tạo
Việc thử và kiểm tra dưới đây phải được thực hiện với sự có mặt của Đăng kiểm viên và thoả mãn yêu cầu của Quy chuẩn này:
1. Kiểm tra kích thước và xem xét bên ngoài quy định ở mục 2.5.5 cho từng công-te-nơ.
2. Cân khối lượng công-te-nơ được quy định ở mục 2.5.5 với số lượng nhất định được Đăng kiểm chấp nhận.
3. Thử kín thời tiết được quy định ở mục 2.5.5 cho từng công-te-nơ chở hàng khô.
4. Thử kín khí được quy định ở mục 2.6.6 cũng như thử kín thời tiết được quy định ở mục 2.5.5 cho từng công-te-nơ đẳng nhiệt. Thời gian thử và điều kiện thử kín khí có thể được thay đổi nếu được Đăng kiểm chấp thuận.
5. Thử hoạt động đối với từng thiết bị làm lạnh hoặc thiết bị hâm nóng của công-te-nơ đẳng nhiệt.
6. Thử áp lực được quy định ở mục 2.7.6 cho từng két hoặc khoang két của công-te-nơ hàng lỏng.
7. Thử độ bền được quy định ở mục 2.5.5 hoặc 2.6.6 hoặc 2.7.6 cho một công- te-nơ được lựa chọn bất kỳ trong từng nhóm 50 chiếc công-te-nơ được chế tạo trong cùng một thời gian, cùng thiết kế và có cùng các đặc điểm kỹ thuật. Ngoài ra, đối với công-te-nơ đẳng nhiệt phải thử truyền nhiệt và thử hoạt động. Loại hình thử và số lượng thử của chúng có thể được thay đổi phụ thuộc vào kết quả thử của đợt thử trước.
2.4.4. Thử và kiểm tra công-te-nơ chế tạo đơn chiếc
Việc thử và kiểm tra công-te-nơ chế tạo đơn chiếc phải được tiến hành theo yêu cầu quy định ở mục 2.4.3.2.
2.4.5. Kiểm tra công-te-nơ nhập khẩu
Công-te-nơ nhập khẩu phải có biển chứng nhận an toàn CSC trên đó có dấu của Tổ chức chứng nhận an toàn được Đăng kiểm công nhận, ngoài ra trên công- te-nơ phải có các thông tin như quy định ở mục 2.5.4, 2.6.5, 2.7.5.
1. Hồ sơ kiểm tra nhập khẩu bao gồm:
(1) Công văn đề nghị kiểm tra của tổ chức, cá nhân nhập khẩu công-te-nơ;
(2) Tờ khai hàng hóa nhập khẩu có xác nhận của tổ chức, cá nhân nhập khẩu (bản sao) và Giấy chứng nhận nguồn gốc xuất xứ (CO);
(3) Hóa đơn mua bán (bản sao);
(4) Tài liệu kỹ thuật (bản chính hoặc bản sao) hoặc bản đăng ký thông số kỹ thuật công-te-nơ nhập khẩu do tổ chức, cá nhân nhập khẩu lập theo mẫu ở Phụ lục 3; Giấy chứng nhận an toàn công-te-nơ hoặc Báo cáo kiểm tra và thử của Tổ chức chứng nhận được Đăng kiểm công nhận (nếu có)
2. Phương thức kiểm tra:
(1) Đối với công-te-nơ mới (chưa qua sử dụng): Công-te-nơ nhập khẩu có đầy đủ hồ sơ như ở mục 1 trên đây được kiểm tra để xác nhận sự phù hợp của công-te- nơ với hồ sơ kiểm tra nhập khẩu.
(2) Đối với công-te-nơ đã qua sử dụng: Ngoài việc kiểm tra sự phù hợp của công-te-nơ với hồ sơ đăng ký kiểm tra, công-te-nơ còn phải kiểm tra và thử như sau: (a) Công-te-nơ đã qua sử dụng được duy trì kiểm tra và chứng nhận của Tổ chức Đăng kiểm nước ngoài được công nhận: Việc kiểm tra và thử được thực hiện theo 2.4.6.
(b) Công-te-nơ đã qua sử dụng không được duy trì kiểm tra và chứng nhận: Việc kiểm tra và thử được thực hiện theo 2.4.3.2.
2. Thủ tục cấp Giấy chứng nhận công-te-nơ nhập khẩu:
Chủ sở hữu nộp toàn bộ hồ sơ như ở mục 1 trên đây trực tiếp hoặc qua đường bưu chính cho Đăng kiểm. Đăng kiểm tiến hành xem xét hồ sơ, kiểm tra và thử công- te-nơ theo quy định của Quy chuẩn này, nếu đạt yêu cầu Đăng kiểm sẽ cấp Giấy chứng nhận công-te-nơ nhập khẩu sau 3 ngày làm việc kể từ khi hoàn thành tất cả các công việc trên.
2.4.6. Thử và kiểm tra công-te-nơ đang sử dụng
Công-te-nơ đang sử dụng phải có biển chứng nhận an toàn CSC có dấu của Đăng kiểm và phải có đầy đủ thông tin như đã nêu ở mục 2.4.5. Hồ sơ kiểm tra công-te-nơ đang sử dụng bao gồm:
1. Công văn đề nghị kiểm tra của chủ sở hữu công-te-nơ;
2. Tài liệu kỹ thuật, Giấy chứng nhận an toàn công-te-nơ, Báo cáo kiểm tra và thử định kỳ (nếu có).
Chủ sở hữu nộp hồ sơ trên đây trực tiếp hoặc qua đường bưu chính cho Đăng kiểm. Đăng kiểm xem xét hồ sơ, kiểm tra và thử theo quy định của Quy chuẩn này, nếu đạt yêu cầu sẽ dán tem kiểm định cho công-te-nơ ngay sau khi hoàn thành các các công việc trên.
Việc kiểm tra và thử được tiến hành định kỳ theo quy định ở mục 3.2 với các bước kiểm tra như sau:
1. Xem xét trực tiếp công-te-nơ ở trạng thái mở hoặc tháo rời.
2. Kiểm tra các kích thước đã quy định.
3. Thử tính kín.
4. Thử bền (Đăng kiểm xem xét việc thử tùy theo trạng thái kỹ thuật của công- te-nơ).
Đối với các công-te-nơ đẳng nhiệt và công-te-nơ chở hàng lỏng, khối lượng kiểm tra như trong Bảng 4 và Bảng 5.
Bảng 4 Khối lượng kiểm tra định kỳ công-te-nơ đẳng nhiệt
| TT | Nội dung kiểm tra | Dạng kiểm tra | Ghi chú |
| I | Công-te-nơ đẳng nhiệt | OH | |
| II | Công-te-nơ làm lạnh hoặc làm nóng | ||
| 1 | Thiết bị làm lạnh (toàn bộ) | OH | |
| 2 | Các thành phần của thiết bị làm lạnh: | ||
| 2.1 | Máy nén | OPH | |
| 2.2 | Quạt | P | |
| 2.3 | Các bình và thiết bị chịu áp lực của công chất làm lạnh | OP | |
| 2.4 | Van an toàn của thiết bị | OPH | |
| 2.5 | Phụ tùng và ống dẫn công chất làm lạnh | OPH | |
| 2.6 | Thiết bị khởi động, điều khiển và điều chỉnh hoạt động của thiết bị làm lạnh | P | |
| 2.7 | Dụng cụ kiểm tra-đo lường | E | |
| 2.8 | Thiết bị tự động hóa của thiết bị làm lạnh: | ||
| 1. Tự động điều chỉnh | P | ||
| 2. Tự động bảo vệ công chất làm lạnh | OP | ||
| 3 | Cách nhiệt của công-te-nơ và nắp đậy công-te-nơ | C | |
| 4 | Các ống dẫn khí, lỗ thoát nước và các kênh dẫn không khí | OP | |
| 5 | Thiết bị điện: | ||
| 5.1 | Nguồn điện (nếu có) | OP | |
| 5.2 | Thiết bị phân phối | OEP | |
| 5.3 | Dây dẫn điện | OM | |
| 5.4 | Các ổ cắm điện | OM | |
| 5.5 | Truyền động điện của quạt | PM | |
| 5.6 | Thiết bị bảo vệ và tín hiệu | OP | |
| 5.7 | Thiết bị làm nóng (nếu có) | OP | |
| 6 | Truyền động của nguồn điện (nếu có đặt) | OP | |
| III | Công-te-nơ làm lạnh có tiêu thụ công chất làm lạnh: | ||
| 1 | Thiết bị làm lạnh (toàn bộ) | OP | |
| 2 | Các thành phần của thiết bị làm lạnh: | ||
| 2.1 | Van an toàn (các thiết bị) | OH | |
| 2.2 | Quạt | P | |
| 2.3 | Các bình và thiết bị có công chất làm lạnh | OH | |
| 2.4 | Các phụ tùng và đường ống của công chất làm lạnh | OPH | |
| 2.5 | Thiết bị điều chỉnh sự thăng hoa hoặc bay hơi chất sinh lạnh | P | |
| 2.6 | Dụng cụ kiểm tra-đo lường | E | |
| 3 | Cách nhiệt công-te-nơ và các nắp đậy công- te-nơ | C | |
| 4 | Các lỗ và kênh dẫn không khí, lỗ thoát nước | OP |
Bảng 5 Khối lượng kiểm tra định kỳ công-te-nơ chở hàng lỏng
(Dùng để chở hàng không nguy hiểm)
| TT | Nội dung kiểm tra | Dạng kiểm tra |
| 1 | Các thành phần của công- te-nơ: | |
| 1.1 | Két | OPM |
| 1.2 | Thiết bị an toàn | OP |
| 1.3 | Phụ tùng và đường ống | POH |
| 1.4 | Dụng cụ đo lường-kiểm tra | P |
| 1.5 | Các cửa chui và nắp đậy | OPH |
| 1.6 | Các lỗ thoát và nắp đậy | OPM |
| 2 | Các đế tựa và cố định két | OC |
Chú thích: Các ký hiệu dùng trong Bảng 4 và Bảng 5 là:
- O - Xem xét có tiếp cận, mở hoặc tháo rời;
- C - Xem xét bên ngoài;
- M - Đo hao mòn, khe hở, điện trở cách điện của thiết bị điện;
- H - Thử (thử nhiệt, thử áp lực nước, thử khí nén);
- P - Kiểm tra máy móc (cụm) và xem xét bên ngoài;
- E - Kiểm tra hồ sơ giấy tờ hoặc kiểm tra dấu đóng của các tổ chức chứng nhận an toàn được công nhận.
2.4.7. Kiểm tra bất thường
2.4.7.1. Các công-te-nơ bị hư hỏng trong quá trình sử dụng ảnh hưởng lớn đến an toàn phải được sửa chữa dưới sự giám sát kỹ thuật của Đăng kiểm.
2.4.7.2. Những hư hỏng ảnh hưởng lớn đến an toàn của công-te-nơ không phụ thuộc vào kiểu công-te-nơ là:
1. Những hư hỏng tấm thành bên, mặt nóc, trần và cửa:
- Biến dạng lồi lõm không thể khắc phục được làm ảnh hưởng đến độ bền và kích thước quy định của công-te-nơ;
- Các vết gãy ngang có chiều dài tổng cộng 1500 mm hoặc một vết gãy có chiều dài 700 mm với độ võng lớn hơn 20 mm;
- Các lỗ thủng có diện tích tổng cộng 1200 cm2 hoặc một lỗ thủng có diện tích 600 cm2.
2. Các vết lồi, lõm, uốn, gãy của:
- Dầm dọc phía trên và phía dưới;
- Dầm mặt mút phía trên và phía dưới;
- Dầm chính ngang có: + Độ võng ≥ 20 mm;
+ Độ sâu ≥ 15 mm với chiều dài < 200 mm.
- Những biến dạng lớn hơn 1/3 chiều dài chi tiết, vỡ và nứt dầm ở vùng rãnh dùng cho thiết bị nâng.
3. Các vết lồi, lõm, uốn, gãy của nẹp góc với độ võng ≥30 mm và chiều dài ≥300 mm.
4. Những biến dạng, hư hỏng, vết nứt của các chi tiết nối góc và độ mòn của chúng làm tăng kích thước lỗ khoét trên và dưới tới 6 mm.
5. Các vết nứt của mặt sàn có độ sâu >1/3 chiều dày sàn, các lỗ thủng rách của gỗ tấm hoặc gỗ dán.
6. Các hư hỏng của chốt như: vỡ, nứt, cong và biến dạng tại chốt, bản lề, gioăng cửa.
2.4.7.3. Công-te-nơ đẳng nhiệt bị coi là hư hỏng ảnh hưởng lớn đến an toàn khi gặp một trong những hư hỏng nêu trong mục 2.4.7.2 hoặc bị hư hỏng sau:
1. Lớp cách nhiệt bị hỏng.
2. Các thiết bị làm lạnh (nóng) bị hỏng.
3. Không đảm bảo độ kín.
4. Lỗ thoát nước bị hỏng.
5. Các nắp đậy bị hỏng.
6. Các phương tiện kiểm tra, bảo vệ và điều chỉnh bị hỏng.
7. Thiết bị điện bị hỏng.
2.4.7.4. Công-te-nơ chở hàng lỏng:
Công-te-nơ loại này bị coi là hư hỏng ảnh hưởng lớn đến an toàn khi bị một trong những hư hỏng nêu trong mục 2.4.7.2 hoặc các hư hỏng của các phần sau:
1. Két;
2. Đế tựa và các liên kết.
3. Thiết bị an toàn.
4. Phụ tùng đường ống.
5. Phương tiện kiểm tra.
6. Các nắp đậy.
7. Các phương tiện làm lạnh (nóng) nếu có.
8. Lớp cách nhiệt (nếu có).
2.5.1. Phạm vi áp dụng
Các quy định của mục này áp dụng cho công-te-nơ chở hàng khô kiểu đóng kín và kiểu mở tại mặt nóc.
2.5.2. Kích thước, phân loại và bố trí kết cấu
2.5.2.1. Tải trọng thiết kế
Mỗi thành phần kết cấu của công-te-nơ phải được thiết kế sao cho có khả năng chịu được tải trọng nêu tại Bảng 6 cho các trạng thái dưới đây:
1. Khi xếp chồng: Xếp chồng tới chiều cao 6 công-te-nơ.
2. Khi nâng: Nâng thẳng đứng bằng bốn chi tiết nối góc phía trên và nâng bằng bốn chi tiết nối góc phía dưới với những dụng cụ treo chuyên dùng.
3. Khi di chuyển: Cố định và chằng buộc dưới tác dụng của tải trọng động do hoạt động vận chuyển của đường sắt, đường bộ hoặc đường thủy gây ra.
4. Khi xếp và dỡ công-te-nơ: Tải trọng tập trung do thiết bị nâng hàng..., trong khi tiến hành xếp và dỡ công-te-nơ.
2.5.2.2. Kích thước và phân loại công-te-nơ
1. Kích thước và dung sai cho phép của chúng cũng như việc phân loại công- te-nơ được quy định ở Bảng 1 và Hình 1. Tuy nhiên, khối lượng sử dụng lớn nhất dùng trong khi thử có thể lớn hơn trị số cho trong bảng này. Khi đó khối lượng sử dụng lớn nhất đưa ra theo yêu cầu ở mục 2.5.4-2 phải là trị số dùng trong khi thử.
2. Kích thước bên trong tối thiểu đối với công-te-nơ ISO được quy định ở Bảng 2.
3. Không một phần nào của công-te-nơ được phép nhô ra khỏi phạm vi kích thước bên ngoài lớn nhất của nó.
2.5.2.3. Các chi tiết nối góc
1. Mỗi công-te-nơ phải được trang bị chi tiết nối góc phía trên và phía dưới. Kích thước của chúng được quy định ở Hình 2 và Hình 3.
2. Mặt trên của chi tiết nối góc phía trên phải cao hơn mặt nóc công-te-nơ ít nhất là 6 mm.
2.5.2.4. Kết cấu đáy
1. Mọi công-te-nơ phải có khả năng được đỡ chỉ bằng các chi tiết nối góc phía dưới của chúng.
2. Công-te-nơ loại 1EE, 1EEE, 1A, 1AA, 1AAA, 1AX, 1B, 1BB, 1BBB, 1BX, 1C, 1CC, 1CX cũng phải có khả năng được đỡ nhờ các vùng phân bố tải trọng trong kết cấu đáy của chúng. Vùng này phải được đặt các dầm ngang trung gian với khoảng cách không quá 1000 mm hoặc những thành phần kết cấu tạo nên các vùng phân bố tải trọng tại những vị trí nêu tại Hình 4. Tải trọng lớn nhất tác dụng vào các vùng phân bố tải trọng không được vượt quá 2R.
3. Đối với các công-te-nơ 1EE, 1EEE, 1A, 1AA, 1AAA, 1AX, 1B, 1BB, 1BBB, 1BX, 1C, 1CC, 1CX, mặt dưới cùng vùng phân bố tải trọng ở đáy, bao gồm cả các dầm ngang phía trên mặt phẳng đáy, phải cao hơn mặt phẳng đi qua mặt dưới của chi tiết góc phía dưới một khoảng bằng 12,5 mm, dung sai +5 mm hoặc -1,5 mm.
4. Công-te-nơ ISO phải được thiết kế sao cho không một phần nào của kết cấu đáy võng quá 6 mm thấp hơn so với mặt phẳng đi qua mặt dưới của chi tiết nối góc phía dưới khi có tải trọng bằng 1,8R - T phân bố đều.
5. Kết cấu đáy của công-te-nơ phải không được nhô thấp hơn chi tiết nối góc khi có tải trọng rải đều tương đương với khối lượng có ích lớn nhất.
2.5.2.5. Kết cấu mặt mút
Đối với các công-te-nơ 1EE, 1EEE, 1A, 1AA, 1AAA, 1AX, 1B, 1BB, 1BBB, 1BX, 1C, 1CC, 1CX , độ lệch theo phương ngang của mặt nóc công-te-nơ so với mặt đáy công-te-nơ khi đặt lực bằng 150 kN trong quá trình thử độ lệch, không được tạo ra sự thay đổi tổng chiều dài hai đường chéo ở mỗi mặt mút vượt quá 60 mm.
2.5.2.6. Kết cấu mặt bên
Đối với các công-te-nơ 1EE, 1EEE, 1A, 1AA, 1AAA, 1AX, 1B, 1BB, 1BBB, 1BX, 1C, 1CC, 1CX, độ lệch theo chiều dọc của mặt nóc công-te-nơ so với mặt đáy công- te-nơ khi đặt lực bằng 75 kN trong qua trình thử lệch dọc không được vượt quá 25 mm.
2.5.2.7. Cánh cửa và lỗ đặt cửa
1. Tất cả các lỗ cửa phải càng lớn càng tốt. Đối với công-te-nơ ISO, kích thước lỗ cửa tại mặt mút được quy định ở Bảng 2.
2. Cánh cửa phải được trang bị những bộ khóa chắc chắn và có khả năng đóng kín. Tất cả các cửa phải có khả năng gài cố định khi chúng được mở.
2.5.2.8. Đặc điểm lựa chọn
1. Công-te-nơ loại 1A và 1AA có thể có rãnh cổ ngỗng. Yêu cầu về kích thước đối với công-te-nơ ISO được quy định ở Hình 5 và ngoài ra, tất cả các phần khác của kết cấu đáy phải được lấy theo mục 2.5.2.4.
2. Công-te-nơ loại 1C, 1CC và 1D có thể có ổ chạc nâng. Yêu cầu về kích thước đối với công-te-nơ ISO được quy định ở Hình 6 và ngoài ra, kết cấu đáy được lấy theo mục 2.5.2.4.
3. Công-te-nơ có thể được nâng từ vùng đáy bằng các thanh chạc hoặc các thiết bị tương tự khác. Yêu cầu về kích thước đối với công-te-nơ ISO được quy định ở Hình 7 và ngoài ra kết cấu đáy được lấy theo mục 2.5.2.4.
2.5.3. Vật liệu và công nghệ chế tạo
1. Các thành phần kết cấu của công-te-nơ phải chế tạo bằng vật liệu không bị ăn mòn hoặc phải được xử lý chống ăn mòn thích hợp.
2. Các chi tiết nối góc phải được thiết kế, chế tạo bằng vật liệu sao cho có khả năng đạt được các yêu cầu làm việc và thử nghiệm được nêu ở mục 2.5.5, ngoài ra chúng còn phải có tính hàn tốt khi được lắp ráp bằng phương pháp hàn điện.
3. Vật liệu làm kín các mối nối phải là loại được phê chuẩn.
4. Những vật liệu dùng cho các thành phần kế cấu chính của công-te-nơ phải có chất lượng phù hợp với các đặc điểm kỹ thuật đã được phê chuẩn và phải được thử và kiểm tra thỏa mãn dưới sự giám sát của đăng kiểm viên. Đăng kiểm có thể miễn trừ việc thử vật liệu đối với những vật liệu đã có giấy chứng nhận phù hợp.
2.5.4. Ghi nhãn
Mỗi công-te-nơ phải được ghi nhãn trong đó ít nhất phải ghi những mục sau đây như quy định ở Hình 14:
1. Mã hiệu của chủ công-te-nơ và số seri;
2. Khối lượng sử dụng lớn nhất;
3. Khối lượng bì;
4. Kiểu công-te-nơ (kiểu của nhà chế tạo);
5. Tên nhà máy chế tạo.
1 Mã hiệu chủ công-te-nơ, số seri và số kiểm tra
2 Mã quốc gia, kích cỡ và mã loại của công-te-nơ
3 Khối lượng sử dụng lớn nhất và khối lượng bì (kg)
Hình 14. Vị trí ghi nhãn trên công-te-nơ
2.5.5. Thử và kiểm tra
2.5.5.1. Quy trình chung
1 Thử và kiểm tra bao gồm các bước sau:
(1) Kiểm tra bên ngoài;
(2) Kiểm tra kích thước;
(3) Cân khối lượng;
(4) Thử độ bền;
(5) Thử kín thời tiết.
2 Dụng cụ đo được dùng để thử và kiểm tra công-te-nơ phải được hiệu chỉnh chính xác.
3 Những quy trình thử khác so với những quy định nêu trong mục 2.5 sẽ được chấp nhận nếu được coi là tương đương.
2.5.5.2. Kiểm tra bên ngoài
1. Kiểm tra bên ngoài phải được thực hiện theo các công đoạn thích hợp trong quá trình sản xuất và/hoặc sau khi hoàn thành để xác định rằng kết cấu, vật liệu và công nghệ chế tạo công-te-nơ là hoàn toàn phù hợp với những yêu cầu của Quy chuẩn này mà không có bất kỳ khuyết tật bên ngoài nào ở mỗi chi tiết của công- te-nơ.
2. Trong lúc kiểm tra bên ngoài phải đảm bảo được rằng cánh cửa hoạt động nhẹ nhàng và chắc chắn.
2.5.5.3. Kiểm tra kích thước
Việc kiểm tra kích thước phải được thực hiện sau khi hoàn thành tất cả công việc chế tạo công-te-nơ để xác định rằng công-te-nơ thỏa mãn các yêu cầu về kích thước quy định ở Quy chuẩn này.
2.5.5.4. Cân khối lượng công-te-nơ
Việc cân khối lượng phải được thực hiện sau khi hoàn thành tất cả công việc chế tạo công-te-nơ để xác định khối lượng bì của công-te-nơ.
2.5.5.5. Thử độ bền
1. Thử độ bền phải được thực hiện như được quy định ở Bảng 6 sau khi kết thúc tất cả công việc chế tạo công-te-nơ.
2. Trong khi thử độ bền phải tiến hành đo những số liệu theo yêu cầu trong Bảng 7. Việc đo bổ sung các số liệu có thể được yêu cầu phụ thuộc vào từng trường hợp cụ thể.
3. Kết thúc đợt thử, công-te-nơ phải không có biến dạng dư cũng như không có khuyết tật nào làm ảnh hưởng đến việc sử dụng chúng theo quy định.
2.5.5.6. Thử kín thời tiết
1. Thử kín thời tiết phải được thực hiện như quy định ở Bảng 7. Trong khi thử để công nhận thiết kế, thử kín thời tiết phải được thực hiện sau khi hoàn thành tất cả các cuộc thử độ bền. Đối với những công-te-nơ quy định ở mục 2.4.3.1, việc thử kín thời tiết phải được thực hiện ở một giai đoạn hợp lý trong sản xuất.
2. Khi kết thúc việc thử, công-te-nơ phải không bị thấm nước vào mặt trong.
Bảng 6. Tải trọng và lực dùng để thử
| Nội dung thử | Điểm đặt lực | Hướng thử | Ghi chú | ||||||||||
| Thử xếp chồng | Các chi tiết nối góc phía trên, khoảng dịch chuyển vị trí đặt theo hướng dọc bằng 38 mm, hướng ngang bằng 25,4 mm | Hướng thẳng đứng xuống dưới
Lực 3767 kN đặt đều ở 4 chi tiết nối góc (không áp dụng cho loại 1D, 1DX)
Lực 896 kN đặt đều ở 4 chi tiết nối góc (chỉ áp dụng cho 1D, 1DX) | Nếu không dùng được lực thử thì thay bằng tải trọng thử có khối lượng như sau: - 213 360 kg đối với các loại: 1EE, 1EEE, 1A, 1AA, 1AX, 1B, 1BB, 1BX, 1C, 1CC, 1CX; - 50800 kg đối với các loại: 1D, 1DX. | ||||||||||
|
Áp dụng cho công-te-nơ 1EE, 1EEE
Áp dụng cho công-te-nơ 1EE, 1EEE
Áp dụng cho công-te-nơ 1EE, 1EEE | |||||||||||||
| Nâng bằng chi tiết nối góc phía trên | Các chi tiết nối góc phía trên | Hướng thẳng đứng lên trên cho các công-te-nơ 1EE, 1EEE, 1A, 1AA, 1AAA,1AX, 1B, 1BB, 1BBB, 1BX, 1C, 1CC, 1CX
Áp dụng cho công-te-nơ 1EE, 1EEE a= 30o so với phương thẳng đứng cho công-te-nơ 1D, 1DX
| Lực nâng bằng 2R (2R/4 cho một chi tiết nối góc) | ||||||||||
| Nâng bằng chi tiết nối góc phía dưới | Các chi tiết nối góc phía dưới. Khoảng cách giữa điểm đặt dây truyền lực nâng đến mặt ngoài cùng của chi tiết nối góc không được quá 38 mm | a: góc so với phương nằm ngang
| Lực nâng bằng 2R | ||||||||||
| Thử bằng xe thử tải trọng | Sàn công-te-nơ | Hướng thẳng đứng xuống dưới
| - 5460 kg cho một trục (2730 kg cho một bánh xe) - Chiều rộng bánh xe: 180 mm - Khoảng cách tâm hai bánh xe: 760 mm - Diện tích tiếp xúc của một bánh xe: 142 cm2 | ||||||||||
| Thử kéo nén dọc | Các chi tiết nối góc phía dưới | Hướng dọc
Áp dụng cho công-te-nơ 1EE, 1EEE
Áp dụng cho công-te-nơ 1EE, 1EEE | Tải trọng đặt tập trung bằng 2R (2R/2 cho một mặt mút) | ||||||||||
| Thử mặt mút | Mặt mút | Hướng ra phía ngoài mặt mút
| Tải trọng phân bố đều bằng 0,4P | ||||||||||
| Thử mặt bên | Mặt bên | Hướng ra ngoài mặt bên
| Tải trọng phân bố đều bằng 0,6P | ||||||||||
| Thử mặt nóc | Trên diện tích 600 mm x 300 mm được đặt tại vùng yếu nhất | Hướng xuống phía dưới mặt nóc
| Tải trọng 300 kg phân bố đều | ||||||||||
| Thử độ cứng ngang (công-te-nơ 1A, 1AA, 1AX, 1B, 1BB, 1BX,1C, 1CC, 1CX) | Các chi tiết nối góc phía trên | Hướng ngang
| Lực đặt tập trung trên mỗi chi tiết nối góc phía trên bằng 150 kN | ||||||||||
| Thử độ cứng ngang (công-te-nơ 1EE, 1EEE) | Các chi tiết nối góc phía trên |
| Lực đặt ở chi tiết nối góc trên, tại vị trí 45’, giữ chặt chi tiết nối góc dưới tại vị trí 45'. | ||||||||||
|
| Lực đặt ở chi tiết nối góc trên, tại vị trí 40’, giữ chặt chi tiết nối góc dưới tại vị trí 40’. | ||||||||||||
|
| Lực đặt ở chi tiết nối góc trên, tại vị trí 45’, giữ chặt chi tiết nối góc dưới tại vị trí 40’. | ||||||||||||
|
| Lực đặt ở chi tiết nối góc trên, tại vị trí 40’, giữ chặt chi tiết nối góc dưới tại vị trí 45’. | ||||||||||||
| Thử độ cứng dọc (công-te-nơ 1A, 1AA, 1AX, 1B, 1BB, 1BX,1C, 1CC, 1CX) | Các chi tiết nối góc phía trên | Hướng dọc
| Lực đặt tập trung trên mỗi chi tiết nối góc phía trên bằng 75 kN | ||||||||||
| Thử độ cứng dọc (công-te-nơ 1EE, 1EEE) | Các chi tiết nối góc phía trên |
| Lực đặt ở chi tiết nối góc trên, tại vị trí 45’, giữ chặt chi tiết nối góc dưới tại vị trí 45’. | ||||||||||
|
| Lực đặt ở chi tiết nối góc trên, tại vị trí 45’, giữ chặt chi tiết nối góc dưới tại vị trí 40’. | ||||||||||||
|
| Lực đặt ở chi tiết nối góc trên, tại vị trí 45’, giữ chặt chi tiết nối góc dưới tại vị trí 45’. | ||||||||||||
|
| Lực đặt ở chi tiết nối góc trên, tại vị trí 45’, giữ chặt chi tiết nối góc dưới tại vị trí 40’. | ||||||||||||
| Thử ổ chạc nâng đối với công-te-nơ 1C,1CC và 1D (nếu có) | Ổ chạc nâng | Hướng thẳng đứng lên trên
| Tải trọng bằng 1,25R/2 phân bố cho từng ổ chạc nâng | ||||||||||
| Nâng tại vị trí chạc nâng mặt bên (nếu có) | Tại vị trí chạc nâng | Hướng thẳng đứng lên trên
| Tải trọng bằng 1,25R/4 phân bố cho từng ổ chạc nâng |

Bảng 7 Quy trình thử và đo
| Thử | Quy trình và đo |
| Nâng bằng chi tiết nối góc phía dưới | Quy trình: Tải trọng đặt phía trong: Phân bố khắp mặt đáy với tổng tải trọng bằng 2R - T Lực đặt: Công-te-nơ ở vị trí bình thường, lực nâng tăng dần qua lỗ cạnh của chi tiết nối góc dưới như sau: Công-te-nơ loại Hướng đặt lực tạo với phương ngang 1EE, 1EEE,1A, 1AA, 1AAA, 1AX 300 1B, 1BB, 1BBB,1BX 370 1C, 1CC, 1CX 450 1D, 1DX 600 Công-te-nơ được đỡ trong 5 phút. Đo: Đo bất kì những biến dạng nào xảy ra khi thử nâng. |
| Sức bền sàn | Quy trình: Tải trọng đặt phía trong: không có Lực đặt: Công-te-nơ được đỡ bằng các chi tiết nối góc dưới. Dùng xe thử có chiều rộng bánh xe 180 mm; khoảng cách 2 tâm bánh xe 760 mm; diện tích tiếp xúc một bánh xe 142 mm2, có tải trọng tác dụng lên một trục là 5460 kg di chuyển trên toàn bộ sàn. Đo: Đo độ biến dạng và biến dạng dư tại ba vị trí của sàn.
|
| Kéo nén dọc | Quy trình: Tải trọng bên trong: 2R-T phân bố đều khắp mặt sàn. Lực đặt: Công-te-nơ đặt ở vị trí bình thường được cố định bằng chốt khóa qua các lỗ dưới của các chi tiết nối góc dưới tại một mặt mút. Ở mặt mút kia tải trọng R đặt vào từng dầm dọc qua lỗ dưới của chi tiết nối gócdưới theo chiều dọc dầm, đầu tiên thì nén sau đó thì kéo. Đo: Đo sự thay đổi theo chiều dài của hai dầm dọc đáy trong lúc thử và sau khi thử (từng hướng thử).
|
| Xếp chồng | Quy trình: Tải trọng đặt phía trong: 1,8R - T phân bố đều trên mặt sàn. Lực đặt: Công-te-nơ đặt ở vị trí bình thường được đỡ bằng các chi tiết nối góc dưới, lực nén tương đương 2,25R phải được đặt vào mỗi trụ góc quanhững chi tiết nối góc thử nối cố định. Việc thử phải được thực hiện nhiều lần sao cho có thể thử được tất cả các vị trí trong phạm vi đặt lực theo chiều ngang bằng 25,4 mm và chiều dọc 38 mm. Đo: (i) Biến dạng tại điểm thấp nhất của hai dầm dọc đáy và tại vị trí trụcgiữa của trục đáy. Việc đo này có thể được thực hiện trước khi thử tải hướng trục. (ii) Biến dạng tại điểm giữa trụ góc về hai hướng ngang, dọc hoặc ở vị trí võng lớn nhất. (iii) Biến dạng dư sau khi bỏ tải trọng ở bên trong ra.
|
| Nâng bằng chi tiết nối góc phía trên | Quy trình: Tải trọng đặt phía trong: 2R - T phân bố đều trên mặt sàn. Lực đặt: Công-te-nơ đặt ở vị trí bình thường. Lực nâng tăng dần qua các chi tiết nối góc phía trên (i) Đặt thẳng đứng đối với công-te-nơ loại 1A, 1AA,1B, 1BB, 1C và1CC, 1EE, 1EEE (ii) Góc 30o so với phương thẳng đứng đối với công-te-nơ 1D Công-te-nơ phải được đỡ trong 5 phút Đo: (i) Khi có đặt tải trọng thử và công-te-nơ được đỡ bởi bốn chi tiết nối góc phía dưới trước khi cắt lực nâng, đo biến dạng tại vị trí thấp nhất của hai dầm dọc đáy và trục dọc tâm đáy. (ii) Tất cả các biến dạng do nâng. (iii) Biến dạng dư sau khi bỏ tải trọng bên trong
|
| Thử bền mặt mút | Quy trình: Tải trọng bên trong: 0,4P phân bố đều khắp bề mặt mút, sao cho mặt mút có thể võng tự do. Đo: Độ võng và biến dạng dư tại tâm và ít nhất tại hai điểm khác của mặt mút.
|
| Thử bền mặt bên | Quy trình: Tải trọng bên trong: 0,6P phân bố đều khắp mặt bên, khi thử phải đặt sao cho mặt bên và các dầm dọc trên, dưới của nó có thể võng tự do. Mỗi mặt phải được thử riêng. Tuy nhiên nếu kết cấu hai mặt như nhau thì chỉ cần thử một mặt. Đo: Độ võng và biến dạng dư tại tâm của mặt bên và điểm giữa của dầm dọc trên, dưới của mặt bên.
|
| Thử bền nóc (mặt trên) | Quy trình: Tải trọng bên trong: không có Lực đặt: Bằng 300 kg phân bố đều khắp diện tích 600 mm x 300 mm (tại vùng yếu nhất của mặt nóc). Đo: Độ võng lớn nhất và biến dạng dư tại tiết diện được thử.
|
| Lệch ngang | Quy trình: Tải trọng bên trong: Không có Lực đặt : Công-te-nơ ở vị trí bình thường được đặt cố định qua những lỗ ở các chi tiết nối góc đáy, lực thử lệch ngang bằng 150 kN (15.000kG) được đặt riêng hoặc đồng thời vào mỗi chi tiết nối góc ở một mặt bên. Phải hạn chế chuyển vị ngang bằng cách dùng thiết bị giữ cố định theo hướng đường chéo đối diện với lực đặt. Ngoại lực được đặt đầu tiên theo chiều hướng vào các chi tiết nối góc rồi sau đó theo chiều ngược lại. Đo: Sự sai khác ở các đường chéo trước khi thử, trong và sau khi thử.
|
| Lệch dọc | Quy trình: Tải trọng bên trong: Không có Lực đặt: Công-te-nơ ở vị trí bình thường được đặt cố định qua những lỗ ở các chi tiết nối góc đáy, lực đẩy bằng 75 kN (7500 kG) được đặt riêng hoặc đồng thời vào mỗi chi tiết nối góc phía trên. Phải hạn chế chuyển vị dọc bằng cách dùng thiết bị giữ cố định theo hướng đườngchéo đối diện so với lực đặt. Ngoại lực được đặt đầu tiên theo chiều hướng vào các chi tiết nối góc rồi sau đó theo chiều ngược lại. Đo: Độ dịch chuyển dọc của dầm dọc nóc.
|
| Nâng bằng ổ chạc nâng | Quy trình: Tải trọng bên trong: 1,25R - T phân bố đều khắp mặt sàn. Lực đặt: Công-te-nơ được đỡ bằng hai chạc có chiều rộng 200 mm đút sâuvào trong ổ chạc một khoảng là 1828 mm ± 3 mm và được giữ trong 5 phút. Đo: Các biến dạng cục bộ và biến dạng dư khi thử hoặc sau khi thử. |
| Nâng tại vị trí chạc nâng mặt bên | Quy trình: Tải trọng bên trong: 1,25R - T phân bố đều khắp mặt sàn Lực đặt: Công-te-nơ được đỡ bằng những tấm đệm tại vị trí của bốn ổ chạc nâng trong 5 phút. Các tấm đệm phải có cùng diện tích như chạc nâng được dùng. Đo: Tiến hành đo các biến dạng cục bộ trong khi thử và mọi biến dạng dư phát sinh. |
| Kín thời tiết | Quy trình: Tất cả các mặt của công-te-nơ phải được thử phun nước bằng vòi phun có đường kính 12,5 mm, áp lực nước tại vòi bằng 1 bar (0,1MPa) di chuyển ngang với tốc độ khoảng 100 mm/giây tại khoảng cách từ vòi phun đến mặt được thử bằng 1,5 m. |
2.6.1. Phạm vi áp dụng
Những quy định ở mục 2.6 áp dụng cho những công-te-nơ được chế tạo có các vách ngăn, cửa, sàn và nóc được cách nhiệt để có thể hạn chế sự trao đổi nhiệt giữa bên trong và bên ngoài công-te-nơ (dưới đây gọi là công-te-nơ đẳng nhiệt).
Việc công nhận thiết kế, công nhận cơ sở chế tạo, thử nghiệm và kiểm tra trong khi chế tạo các thiết bị làm lạnh và/hoặc thiết bị hâm nóng dùng cho công-te-nơ đẳng nhiệt được thực hiện theo các yêu cầu của chủ công-te-nơ.
2.6.2. Các bản vẽ và hồ sơ
Ngoài những hồ sơ và bản vẽ quy định ở mục 2.1.2 và 2.4.2, công-te-nơ đẳng nhiệt muốn được Đăng kiểm thử và kiểm tra thì phải trình Đăng kiểm các bản vẽ và hồ sơ sau đây:
(1) Kết cấu cách nhiệt (bao gồm loại vật liệu cách nhiệt, số liệu về trao đổi nhiệt, chi tiết về phương pháp thực hiện cách nhiệt);
(2) Thiết bị thông gió, thoát nước;
(3) Vị trí đặt nhiệt kế và bố trí thiết bị ghi nhiệt độ.
2.6.3. Bố trí kết cấu và sản lượng của thiết bị làm lạnh
2.6.3.1. Quy định chung
1 Trừ khi có những quy định khác trong phần này, những yêu cầu ở mục 2.5 phải được áp dụng đối với công-te-nơ đẳng nhiệt.
2. Công-te-nơ đẳng nhiệt phải phù hợp những đặc tính kỹ thuật nêu dưới đây:
(1) Nhiệt độ bên trong và bên ngoài của công-te-nơ đẳng nhiệt có thiết bị làm lạnh phải tương ứng là -18 oC và 38 oC. Ngoài ra, nhiệt độ bên trong và bên ngoài đối với công-te-nơ đẳng nhiệt có thể là các nhiệt độ thiết kế.
(2) Hệ số truyền nhiệt (dưới đây gọi là hệ số "K") của công-te-nơ đẳng nhiệt phải không nhỏ hơn 0,4 W/m2 oC.
(3) Thiết bị điện phải phù hợp với tiêu chuẩn ISO/IS 1496/II, đến mức thực tế có thể thực hiện được.
2.6.3.2. Kết cấu cách nhiệt
Lớp cách nhiệt của công-te-nơ phải được chế tạo sao cho chúng không bị ảnh hưởng trong quá trình làm sạch như rửa bằng nước, bằng hơi nước và các chất tẩy khác.
2.6.3.3. Độ kín khí
Công-te-nơ đẳng nhiệt phải có kết cấu kín khí và phù hợp các yêu cầu quy định ở mục 2.6.6.3.
2.6.3.4. Thiết bị làm lạnh
1. Thiết bị làm lạnh phải phù hợp với yêu cầu nêu dưới đây và phải đủ sản lượng cho tất cả các trạng thái khai thác của công-te-nơ.
(1) Thiết bị làm lạnh phải có sản lượng để làm việc liên tục và có khả năng duy trì tốt nhiệt độ bên trong tối thiểu như quy định theo điều kiện thử được nêu ở mục 2.6.6.5(1)(d).
(2) Thiết bị làm lạnh cũng phải có khả năng duy trì có hiệu quả nhiệt độ tối thiểu được quy định với thời gian ít nhất là 4 giờ theo điều kiện thử được nêu ở mục 2.6.6.5(1)(e).
2. Nếu bầu ngưng là kiểu làm mát bằng nước thì nhiệt độ thiết kế của nước làm mát đối với thiết bị làm lạnh là 36 oC.
3. Đối với những thiết bị yêu cầu làm mát bằng nước thì các đầu nhận và xả nước phải phù hợp với Hình 8 và Hình 9. Các đầu nhận và xả nước phải đặt tại vị trí cuối cơ cấu công-te-nơ sao cho người quan sát đứng đối diện thấy chúng xuất hiện ở phía dưới hông mạn phải công-te-nơ.
4. Công-te-nơ phải có kết cấu sao cho không khí được làm lạnh có thể tuần hoàn giữa các tấm bọc bên trong, các sàn và hàng hóa.
5. Đối với các công-te-nơ đẳng nhiệt loại 1AA, 1CC và 1C có kết cấu dùng hệ thống thông khí hoặc dùng các thiết bị có thể tháo rời lắp đặt bên ngoài thì các lỗ nhận và xả khí phải phù hợp với Hình 10, Hình 11 và Hình 12.
2.6.3.5. Công chất làm lạnh
Công chất làm lạnh sử dụng trên các công-te-nơ đẳng nhiệt gồm các loại sau đây (các công chất làm lạnh khác các loại nêu dưới đây phải được Đăng kiểm cho là phù hợp):
R22: CHCIF2;
R134a : CH2FCF3;
R404A: R125/R143a/R134a (tỷ lệ % theo khối lượng:44/52/4)
CHF2CF2/CH3CF3/CH2FCF3;
R407C: R32/R125/R134a (tỷ lệ % theo khối lượng: 23/25/52)
CH2F2/CHF2CF3/CH2FCF3;
R410A: R32/R125 (tỷ lệ % theo khối lượng: 50/50) CH2F2/CHF2CF3;
R507A: R125/R143a (tỷ lệ % theo khối lượng: 50/50) CHF2CF3/CH3CF3.
2.6.3.6. Những yêu cầu về vệ sinh và thiết bị thoát nước
1. Bề mặt bên trong và kết cấu của công-te-nơ đẳng nhiệt phải được cấu tạo sao cho việc làm sạch chúng dễ dàng và phải thực hiện những biện pháp thích đáng để đảm bảo rằng nước rửa công-te-nơ có thể thoát hết ra ngoài. Nếu khoang chứa hàng khô yêu cầu có đặt lỗ thoát nước để rửa phía bên trong công-te-nơ, chúng phải có những nút đóng, mở bằng tay.
2. Khi thiết bị thoát nước đặt ở trên sàn công-te-nơ, chúng phải có bộ phận đóng kín có khả năng đóng, mở từ bên ngoài công-te-nơ hoặc có thiết bị ngăn nước tràn vào bên trong. Ngoài ra thiết bị thoát nước phải cấu tạo sao cho không làm ảnh hưởng đáng kể đến tính kín khí.
3. Nếu có yêu cầu hệ thống thoát nước khoang hàng có thể hoạt động khi công-te-nơ đang chứa hàng thì phải đặt các thiết bị bảo vệ có thể mở tự động khi áp suất bên trong cao hơn áp suất làm việc bình thường.
2.6.3.7. Bố trí thiết bị treo hàng
Nếu hàng được treo trên trần công-te-nơ đẳng nhiệt thì công-te-nơ phải được thiết kế sao cho có khả năng treo một khối lượng gấp 2 lần khối lượng làm việc lớn nhất hoặc 3 000 kg cho 1 mét chiều dài sử dụng bên trong công-te-nơ, lấy giá trị nào lớn hơn.
2.6.3.8. Dụng cụ đo nhiệt độ
1. Công-te-nơ đẳng nhiệt phải có dụng cụ thích hợp để đo nhiệt độ bên trong. Có thể dùng máy ghi nhiệt độ để tự động ghi nhiệt độ của công-te-nơ.
2. Nếu dùng dụng cụ chỉ báo nhiệt độ tự động thì phải có phương tiện thích hợp để hiệu chỉnh.
2.6.4. Vật liệu và công nghệ chế tạo
Ngoài các yêu cầu nêu ở mục 2.5.3, vật liệu và công nghệ chế tạo công-te-nơ đẳng nhiệt còn phải phù hợp với các yêu cầu sau:
1. Việc chọn vật liệu thích hợp dùng cho công-te-nơ đẳng nhiệt và thiết bị làm lạnh hoặc thiết bị hâm nóng phải không gây độc hại cho hàng hóa. Vật liệu không bị hư hỏng khi thực hiện các bước thử nghiệm được quy định ở mục 2.6.6.4 và 2.6.6.5.
2. Chất lượng vật liệu cách nhiệt phải được Đăng kiểm chấp nhận.
3. Việc cách nhiệt phải được thực hiện cẩn thận.
4. Nếu lớp cách nhiệt được chế tạo bằng cách tạo bọt tại chỗ thì phương pháp tạo bọt phải được Đăng kiểm xét duyệt.
2.6.5. Ghi nhãn
1. Ngoài việc phải thỏa mãn các quy định nêu ở mục 2.5.4, việc ghi nhãn công-te-nơ đẳng nhiệt phải nêu rõ các mục sau đây:
(1) Kiểu thiết bị làm lạnh, ngày chế tạo và kiểu công chất làm lạnh;
(2) Công suất và vòng quay động cơ điện dùng cho máy nén các công chất làm lạnh;
(3) Hiệu điện thế định mức, tần số, số seri các pha của môtơ máy nén công chất làm lạnh;
(4) Kiểu nguồn điện (phân loại nguồn điện I, II, hoặc III được nêu trong ISO/IS 1496/II);
(5) Dòng toàn tải và tổng dòng khởi động;
(6) Nhiệt độ bên trong nhỏ nhất và nhiệt độ môi trường (khi bộ ngưng làm mát bằng không khí).
2. Nếu công-te-nơ đẳng nhiệt có thiết bị treo hàng thì phải ghi rõ tải trọng sử dụng lớn nhất tại vị trí dễ thấy trên thành ở phía trong của công-te-nơ.
2.6.6. Thử và kiểm tra
2.6.6.1. Quy trình chung
1. Ngoài những quy định ở mục 2.6, việc thử và kiểm tra còn phải được tiến hành theo những quy định trong mục 2.5 của Quy chuẩn này.
2. Thử và kiểm tra đối với công-te-nơ đẳng nhiệt bao gồm các bước sau:
(1) Kiểm tra bên ngoài;
(2) Kiểm tra kích thước công-te-nơ;
(3) Cân khối lượng;
(4) Thử kín thời tiết;
(5) Thử sức bền;
(6) Thử kín khí;
(7) Thử truyền nhiệt;
(8) Thử hoạt động thiết bị làm lạnh.
3. Việc thử hoạt động phải được thực hiện sau khi kết thúc việc thử sức bền với kết quả thỏa mãn.
4. Tất cả các thiết bị và dụng cụ được dùng cho việc thử hoạt động phải được chọn lựa thích hợp và sai số của chúng được lấy như sau:
(1) Thiết bị đo nhiệt độ : ±0,5 oC;
(2) Hệ thống đo công suất : ±2% số lượng được đo;
(3) Lưu lượng kế : ±3%;
(4) Áp kế : ±5%.
2.6.6.2. Thử độ bền
Thử độ bền của nóc công-te-nơ có các thiết bị treo hàng (nếu có) phải được thực hiện như sau:
1. Quy trình
Một tải trọng bằng 2 lần khối lượng sử dụng lớn nhất hoặc 3 000 kg cho 1 mét chiều dài sử dụng bên trong công-te-nơ, lấy giá trị nào lớn hơn, được đặt vào móc như một tải trọng sử dụng bình thường giả định khi công-te-nơ được đặt trên giá đỡ bằng bốn chi tiết nối góc của nó.
2. Đo
Đo độ võng lớn nhất và biến dạng dư của tiết diện dưới tải trọng thử.
3. Những yêu cầu
Kết thúc cuộc thử công-te-nơ phải không được có biến dạng dư cũng như những khuyết tật ảnh hưởng đến việc sử dụng của công-te-nơ.
2.6.6.3. Thử kín khí
Thử kín khí phải được thực hiện như sau:
1. Quy trình thử:
(1) Cuộc thử này phải được thực hiện trước khi thử truyền nhiệt.
(2) Công-te-nơ phải ở điều kiện hoạt động bình thường và phải được đóng kín ở mức độ bình thường như khi sử dụng.
(3) Khi thử, nhiệt độ bên trong và bên ngoài công-te-nơ vào khoảng 15 oC đến 25 oC. Độ dao động của nhiệt độ bên trong và bên ngoài ở trong khoảng 3 oC.
(4) Thiết bị làm lạnh hoặc thiết bị hâm nóng phải được lắp đặt đúng chỗ, trừ các công-te-nơ có trang thiết bị có thể tháo rời và đóng kín lỗ lắp thiết bị trên bề mặt. Trong trường hợp này, các thiết bị phải được tháo ra và các lỗ lắp ráp phải được đóng lại.
(5) Tất cả các lỗ thoát nước phải được đóng kín.
(6) Hệ thống cấp khí qua bộ lưu tốc và áp kế phải được nối với công-te-nơ bằng đầu nối kiểu kín khí. Áp kế không được đặt trực tiếp vào ống cấp khí.
(7) Không khí phải được thổi vào công-te-nơ sao cho áp suất bên trong nâng tới 250±10 Pa (25 mm±1 mm chiều cao cột nước) và việc cấp không khí phải được điều chỉnh để duy trì áp suất này. Sau khi trạng thái thử đã ổn định, áp suất này phải được giữ với thời gian không nhỏ hơn 30 phút.
2. Đo
(1) Phải đo nhiệt độ bên trong và xung quanh công-te-nơ.
(2) Đo lưu lượng không khí yêu cầu để duy trì áp suất thử.
3. Yêu cầu
Tỷ lệ rò khí được xác định trong điều kiện không khí tiêu chuẩn không được lớn hơn giá trị nêu trong Bảng 8 dưới đây. Nếu độ rò khí đo được vượt quá trị số này thì tỷ lệ rò khí lớn nhất có thể được lấy phù hợp với những yêu cầu của ISO/IS 1496/II.
Đối với những công-te-nơ loại 1C và 1CC được đề cập đến ở 2.6.6.3(1)(d) có các lỗ nhận và xả khí như quy định ở mục 2.6.3.4-5 thì tỷ lệ rò khí cho phép lớn nhất xác định trong điều kiện khí quyển tiêu chuẩn phải nhỏ hơn 8 m3/giờ.
Bảng 8 Tỷ lệ rò khí cho phép
| Loại công-te-nơ | 1A, 1AA | 1BB, 1B | 1CC,1C | 1D |
| Tỉ lệ rò khí m3/h | 30 | 23 | 16 | 9 |
2.6.6.4. Thử truyền nhiệt
Thử truyền nhiệt phải được thực hiện như sau:
1. Quy trình
(1) Cuộc thử này phải được thực hiện sau khi kết thúc thử kín khí và thỏa mãn.
(2) Khi thử, các thiết bị làm nóng/lạnh phải đặt đúng chỗ, trừ khi công-te-nơ được thiết kế với các thiết bị tháo rời được thì các thiết bị đó có thể không lắp vào vị trí khi thử, nhưng ở chỗ đó phải được đóng kín.
(3) Thử truyền nhiệt phải được thực hiện ở điều kiện ổn định, áp dụng phương pháp làm nóng bên trong hoặc phương pháp làm lạnh bên trong.
(4) Thử phải được tiến hành với thời gian liên tục không nhỏ hơn 8 giờ, phải ghi tất cả các số liệu trong từng khoảng thời gian 30 phút một lần.
(5) Trong lúc thử, các điều kiện dưới đây phải được thỏa mãn:
(i) Nhiệt độ trung bình của thành công-te-nơ phải trong phạm vi nhỏ nhất 20 oC, cao nhất 32 oC và độ chênh lệch nhiệt độ giữa bên trong và bên ngoài công-te-nơ phải không nhỏ hơn 20 oC.
(ii) Chênh lệch nhiệt độ lớn nhất giữa 2 điểm bất kì bên trong tại bất cứ lúc nào khi thử là 3 oC.
(iii) Độ chênh lệch nhiệt độ lớn nhất giữa 2 điểm bất kì bên ngoài tại bất cứ lúc nào khi thử là 3 oC.
(iv) Chênh lệch nhiệt độ lớn nhất của nhiệt độ trung bình không khí bên trong qi tại các thời điểm đo khác nhau là 1,5 oC.
(v) Chênh lệch nhiệt độ lớn nhất của nhiệt độ trung bình không khí bên ngoài qe tại các thời điểm đo khác nhau là 1,5 oC.
(vi) Chênh lệch lớn nhất tính theo phần trăm giữa giá trị tiêu hao công suất lớn nhất và nhỏ nhất không được vượt quá 3% giá trị tiêu hao nhỏ nhất.
(vii) Tất cả dụng cụ đo nhiệt độ đặt ở phía trong và ngoài công-te-nơ phải được bảo vệ chống lại sự bức xạ nhiệt.
(6) Điểm đo nhiệt độ: Nhiệt độ phải được đo tại những điểm nêu trong Hình 13.
(7) Đối với phương pháp làm nóng bên trong bằng điện, bộ gia nhiệt không bức xạ phải được che chắn thích hợp và quạt lưu thông không khí phải được đặt tại tâm hình học của công-te-nơ.
(8) Không được dùng phương pháp thử dẫn đến đóng băng trên các chi tiết làm ảnh hưởng đến kết quả thử truyền nhiệt.
2. Đo
(1) Số liệu về nhiệt độ bên ngoài và bên trong công-te-nơ cũng như giá trị tiêu hao công suất để xác định hệ số K phải được thực hiện trong khoảng thời gian không quá 30 phút/lần và thực hiện liên tục trong khoảng thời gian không nhỏ hơn 8 giờ.
(2) Nhiệt độ trung bình của thành công-te-nơ được xác định theo công thức:
q = (qe + qi)/2
(3) Hệ số truyền nhiệt K được xác định theo công thức sau:
Trong đó:
K : Hệ số truyền nhiệt (W/m2 oC)
U : Tổng đại lượng truyền nhiệt (W/oC).
S : Diện tích trung bình bề mặt công-te-nơ (m2)
Se : Diện tích mặt ngoài công-te-nơ (m2)*
Si : Diện tích mặt trong công-te-nơ (m2)*
Q : Công suất tỏa ra hoặc hấp thụ trong thời gian các bộ phận làm nóng, quạt hoặc thiết bị làm lạnh bên trong làm việc (W)
q : Nhiệt độ trung bình thành công-te-nơ (oC)
qe : Nhiệt độ trung bình phía ngoài công-te-nơ (oC)
qi : Nhiệt độ trung bình phía trong công-te-nơ (oC)
Chú thích: * Nếu bề mặt công-te-nơ có dạng gợn sóng, diện tích sử dụng lấy theo hình chiếu của chúng.
3. Yêu cầu
Hệ số K thu được qua thử nghiệm phải không được lớn hơn trị số quy định ở mục 2.6.3.1-2(2).
2.6.6.5. Thử hoạt động thiết bị làm lạnh
Thử hoạt động thiết bị làm lạnh phải thực hiện như sau:
1. Quy trình
(1) Công-te-nơ phải được đặt trong phòng thử có nhiệt độ không thay đổi và bằng nhiệt độ bên ngoài được quy định ở mục 2.6.3.1-2(1).
(2) Điểm đo nhiệt độ phía ngoài công-te-nơ phải ở những chỗ được quy định ở Hình 13, ở mặt trong công-te-nơ ít nhất phải đo nhiệt độ tại lỗ nhận và lỗ xả không khí của công-te-nơ.
(3) Việc thử được tiến hành ở trạng thái làm việc bình thường của công-te-nơ, nhưng các bộ phận thông gió phải được đóng kín.
(4) Dùng thiết bị làm lạnh để làm lạnh công-te-nơ, nhiệt độ bên trong công-te- nơ phải hạ tới nhiệt độ được quy định ở mục 2.6.3.1-2(1) và sau đó giữ nguyên nhiệt độ này trong khoảng thời gian 8 giờ.
(5) Sau khi thực hiện những thử nghiệm nêu trên, phải đóng mạch thiết bị gia nhiệt không bức xạ đặt tại dòng khí bên trong công-te-nơ để đạt được công suất ít nhất bằng 25 % tổng lượng truyền nhiệt của công-te-nơ (U) được xác định khi thử truyền nhiệt quy định ở mục 2.6.6.4. Thiết bị gia nhiệt và thiết bị làm lạnh phải cùng hoạt động trong thời gian ít nhất là 4 giờ.
(6) Công suất các thiết bị gia nhiệt được xác định theo công thức:
Công suất tạo nhiệt = 0,25KS(qe-qi)
Trong đó:
K : Hệ số truyền nhiệt được xác định trong cuộc thử truyền nhiệt được quy định ở mục 2.6.6.4 (W/m2 oC).
S : Diện tích bề mặt trung bình của công-te-nơ (m2).
qe : Nhiệt độ bên trong công-te-nơ được quy định ở mục 2.6.3.1-2(1) (oC).
qi : Nhiệt độ bên ngoài công-te-nơ được quy định ở mục 2.6.3.1-2(1) (oC).
2. Đo
(1) Nhiệt độ bên trong và bên ngoài phải được ghi lại.
(2) Công suất tiêu hao của thiết bị hâm nóng bằng điện phải được ghi lại.
3. Yêu cầu
Trong khi thử phải bảo đảm rằng nhiệt độ trung bình bên trong công-te-nơ luôn luôn được duy trì ở nhiệt độ quy định.
2.7.1. Phạm vi áp dụng
Những quy định ở mục 2.7 áp dụng cho công-te-nơ hàng lỏng dùng để chuyên chở các chất lỏng và chất khí có áp suất làm việc cho phép từ 0,3 kG/cm2 (29,4 kPa) trở lên.
2.7.2. Các bản vẽ và hồ sơ
Để thử và kiểm tra công-te-nơ hàng lỏng, ngoài những hồ sơ, bản vẽ quy định ở mục 2.1.2 hoặc 2.4.2 phải trình cho Đăng kiểm duyệt các bản vẽ và hồ sơ sau (lập thành 2 bộ):
1. Thuyết minh đặc tính kỹ thuật của két chứa.
2. Các bản vẽ của két chứa, nêu chi tiết về vật liệu, kích thước, quy trình hàn và các chi tiết lắp ráp các van, các đầu phun và các chi tiết lắp ráp khác.
3. Bản vẽ bố trí đầy đủ các chi tiết của van và đầu phun cũng như các chi tiết lắp ráp khác.
4. Bản vẽ chi tiết các van giảm áp.
2.7.3. Kích thước, phân loại và bố trí kết cấu
2.7.3.1. Quy định chung
1. Trừ khi có những quy định khác đi, các quy định ở mục 2.5.2 (trừ 2.5.2.2-2, 2.5.2.6 và 2.5.2.7-2) phải áp dụng đối với công-te-nơ hàng lỏng.
2. Các két chứa và phụ tùng lắp đặt phải được thiết kế, chế tạo và thử nghiệm phù hợp với Tiêu chuẩn về bình chịu áp lực đã được công nhận và những yêu cầu của Phần này.
2.7.3.2. Tải trọng thiết kế
Mỗi thành phần kết cấu của công-te-nơ phải được thiết kế thỏa mãn các tải trọng quy định ở Bảng 10.
2.7.3.3. Khung công-te-nơ
Mặt trên của các chi tiết nối góc phải cao hơn nóc két và các phụ tùng, đường ống liên kết ít nhất là 6 mm.
2.7.3.4. Kết cấu đáy
Khi công-te-nơ hàng lỏng chứa hàng với khối lượng sử dụng lớn nhất R, không một phần nào của két và phụ tùng liên kết với vỏ két được nhô quá xuống dưới mặt phẳng cao hơn 25 mm so với mặt đáy của các chi tiết nối góc phía dưới của công-te-nơ.
2.7.3.5. Đặc trưng lựa chọn khung công-te-nơ
1. Không được dùng ổ chạc nâng để xếp dỡ công-te-nơ hàng lỏng khi có tải vì khi di chuyển công-te-nơ chứa đầy hoặc một phần hàng lỏng bằng chạc nâng, sẽ nguy hiểm do không ổn định. Không được trang bị ổ chạc nâng cho công-te-nơ ISO.
2. Lối đi (nếu có) phải được thiết kế để chịu được tải trọng bằng 300 kg, phân bố đều trên diện tích 600 mm x 300 mm.
3. Cầu thang (nếu có) phải được thiết kế để có thể chịu được tải trọng bằng
200 kg cho một bậc thang bất kỳ.
2.7.3.6. Két chứa
1. Két phải được cố định chắc chắn với các thành phần kết cấu của khung công-te-nơ. Két phải có khả năng nạp đầy và xả hết mà không phải chuyển két ra khỏi công-te-nơ.
2. Khoang của két không có van xả chân không phải được thiết kế sao cho chúng có thể chịu được khi áp suất bên ngoài cao hơn áp suất bên trong ít nhất là 39 kPa mà không có biến dạng dư.
2.7.3.7. Các thiết bị của két chứa
1. Tất cả các lỗ, trừ van an toàn, phải có thiết bị đóng kín thích đáng để ngăn ngừa hàng lỏng thoát ra ngoài qua các lỗ đó.
2. Các thiết bị của ống nạp và xả hàng phải được chế tạo và lắp đặt sao cho hạn chế ở mức thấp nhất khả năng hư hỏng, nếu cần thiết có thể bảo vệ chúng bằng các nắp hoặc bằng các hộp che chắn thích hợp.
3. Tất cả những lỗ đặt thấp hơn mức chở hàng bình thường trong két và được trang bị van có khả năng đóng bằng tay phải có phương tiện đóng phụ ở phía thoát ra của van. Phương tiện đóng phụ này có thể là tấm chặn kín chất lỏng, mặt bích được bắt chặt bằng bu lông hoặc thiết bị bảo vệ thích hợp khác có khả năng ngăn không cho chất lỏng bên trong chảy ra ngoài.
4. Tất cả các van dù đặt bên trong hay bên ngoài đều phải đặt càng sát với vỏ két càng tốt.
5. Các van chặn có cần vặn phải đóng lại khi vặn tay quay theo chiều kim đồng hồ.
6. Tất cả những trang bị phụ của két phải được chú thích rõ ràng để chỉ dẫn chức năng của chúng.
2.7.3.8. Van an toàn
1. Mỗi két của buồng chứa chất lỏng kín phải được đặt một bộ van an toàn và nó phải mở hoàn toàn tại áp suất không lớn hơn áp suất thử của két.
2. Để tránh sự tăng áp suất quá mức bên trong công-te-nơ, các van an toàn đặt trên những công-te-nơ ISO phải có dung lượng xả tại áp suất tối thiểu được nêu trong Bảng 9 dưới đây:
Bảng 9 Dung lượng xả áp suất tối thiểu
| Loại công-te-nơ | Dung lượng xả áp suất tối thiểu (m3/phút) |
| 1AA 1A 1B 1C 1D | 6,4 5,7 4,8 3,8 2,8 |
3. Van an toàn phải được nối với phần không gian chứa hơi và đặt tại đỉnh két hoặc đỉnh của khoang két và cố gắng gần điểm giữa chiều dài của chúng, tại nơi dễ kiểm tra và điều chỉnh.
4. Mỗi van an toàn phải được ghi rõ ràng và cố định áp suất làm việc của nó.
5. Khi các két hoặc khoang két có van xả chân không, chúng phải được thiết kế sao cho có thể ngăn chặn được những biến dạng dư gây ra do áp suất bên ngoài.
2.7.3.9. Lỗ người chui
Mỗi két chứa phải có lỗ người chui hoặc những lỗ khác có đường kính nhỏ nhất là 450 mm phục vụ cho việc sửa chữa hoặc kiểm tra bên trong công-te-nơ.
2.7.3.10. Dụng cụ đo
Dụng cụ đo tiếp xúc trực tiếp với hàng chứa trong két phải được làm bằng những vật liệu không bị phá hủy bởi hàng chứa trong két.
2.7.3.11. Đặc trưng lựa chọn đối với két chứa
1. Khi công-te-nơ phải cách nhiệt, cần phải có những lưu ý thích hợp đối với các yêu cầu ở mục 2.7.4 và việc thiết kế, chế tạo phải sao cho việc cách nhiệt không làm ảnh hưởng đến chức năng hoạt động của các thiết bị của két chứa.
2. Khi công-te-nơ hàng lỏng có trang bị thiết bị hâm nóng hoặc thiết bị làm lạnh cần lưu ý trang bị những thiết bị bảo vệ thích hợp để tránh sự tăng hoặc giảm quá mức nhiệt độ và ứng suất. Những thiết bị bảo vệ như vậy cần phải dễ dàng hoạt động.
2.7.4. Vật liệu và công nghệ chế tạo
Ngoài những yêu cầu quy định ở mục 2.5.3, những yêu cầu dưới đây phải áp dụng cho công-te-nơ hàng lỏng.
1. Vật liệu chọn làm két chứa không được gây những phản ứng nguy hiểm khi tiếp xúc với hàng hóa. Dự trữ độ ăn mòn của vật liệu phải phù hợp với những quy định hiện hành.
2. Đối với công-te-nơ ISO, khoảng nhiệt độ nhỏ nhất thích hợp cho vật liệu chế tạo công-te-nơ là -10 oC đến 50 oC.
2.7.5. Ghi nhãn
Ngoài những số liệu yêu cầu quy định ở 2.5.4, các số liệu dưới đây phải được ghi vào nhãn gắn cố định của công-te-nơ:
1. Ngày thử áp lực nước;
2. Áp suất thử;
3. Áp suất làm việc cho phép lớn nhất;
4. Tổng dung tích.
2.7.6. Thử và kiểm tra
2.7.6.1. Quy định chung
1. Trừ khi có những quy định khác, những yêu cầu quy định ở mục 2.5.5 phải được áp dụng đối với công-te-nơ hàng lỏng.
2. Thử và kiểm tra đối với công-te-nơ hàng lỏng gồm những bước sau:
(1) Kiểm tra xem xét bên ngoài;
(2) Kiểm tra kích thước;
(3) Cân trọng lượng;
(4) Thử sức bền;
(5) Thử áp lực.
2.7.6.2. Kiểm tra xem xét bên ngoài
Đối với công-te-nơ hàng lỏng được cách nhiệt, việc kiểm tra xem xét bên ngoài phải được thực hiện trước lúc bắt đầu các công việc bọc cách nhiệt.
2.7.6.3. Thử độ bền công-te-nơ
1. Thử độ bền phải được thực hiện theo yêu cầu của Bảng 10, sau khi kết thúc tất cả những công việc chế tạo công-te-nơ.
2. Trong khi thử độ bền, việc đo được thực hiện theo yêu cầu trong Bảng 11. Việc đo bổ sung có thể được yêu cầu tùy thuộc hoàn cảnh cụ thể.
3. Tải trọng yêu cầu trong mỗi lần thử phải được đặt sao cho các bộ phận của công-te-nơ lúc thử có thể võng tự do.
4. Công-te-nơ phải được chứa đầy chất lỏng bên trong két và khi cần thiết có thể sử dụng tải trọng phụ bên ngoài để đạt được tải trọng thử như quy định. Tải trọng thử được dùng như vậy phải là tải trọng rải đều.
5. Khi kết thúc cuộc thử, công-te-nơ phải không có biến dạng dư cũng không có những hiện tượng khác thường ảnh hưởng đến chức năng khai thác của nó.
2.7.6.4. Thử áp lực
1. Thử áp lực phải được thực hiện theo yêu cầu của Bảng 11. Khi thử công- te-nơ để công nhận thiết kế, việc thử áp lực phải được thực hiện sau khi đã hoàn thành các cuộc thử về độ bền. Đối với các công-te-nơ sản xuất theo dây chuyền, việc thử áp lực được tiến hành tại giai đoạn hợp lý trong quá trình chế tạo.
2. Đối với công-te-nơ hàng lỏng cách nhiệt, việc thử áp lực phải thực hiện trước lúc bắt đầu các công việc bọc cách nhiệt.
3. Khi kết thúc cuộc thử, công-te-nơ phải không rò rỉ, không có biến dạng dư hoặc những bất thường khác ảnh hưởng đến chức năng hoạt động của chúng.
Bảng 10 Tải trọng và lực thử
| Nội dung thử | Điểm đặt lực | Hướng đặt lực | Ghi chú |
| Xếp chồng | Như quy định ở Bảng 6 | ||
| Nâng bằng chi tiết nối góc phía trên | Như quy định ở Bảng 6 | ||
| Nâng bằng chi tiết nối góc phía dưới | Như quy định ở Bảng 6 | ||
| Kéo dọc | Như quy định ở Bảng 6 | ||
| Lực quán tính (theo chiều dọc) | Mặt mút | Thông thường hướng ra phía ngoài từ mặt mút
| Tải trọng phân bố đều 1P |
| Lực quán tính (theo chiều ngang) | Mặt bên của thùng công-te- nơ | Thông thường hướng ra phía ngoài từ mặt bên
| Tải trọng phân bố đều 1P |
| Độ cứng (theo chiều ngang) | Như quy định ở Bảng 6 | ||
| Độ cứng (theo chiều dọc) | Như quy định ở Bảng 6 | ||
| Áp lực bên trong | Két chứa hoặc các khoang kín chứa chất lỏng |
| 44 kPa hoặc lớn hơn |
| Vị trí chạc nâng mặt bên | Như quy định ở Bảng 6 | ||

Bảng 11 Quy trình thử và đo
| Thử | Quy trình và đo |
| Xếp chồng | Quy trình: Như quy định ở Bảng 7, không cần tải trọng bên trong khi thử. Đo: Như quy định ở Bảng 7 |
| Nâng bằng chi tiết nối góc trên | Như quy định ở Bảng 7 |
| Nâng bằng chi tiết nối góc dưới | Như quy định ở Bảng 7 |
| Kéo nén dọc | Như quy định ở Bảng 7 |
| Quán tính (theo chiều dọc) | Quy trình: Lực đặt bên trong và áp dụng: Tải trọng bên trong bằng R - T, công-te-nơ được đặt theo vị trí trục dọc thẳng đứng và được đỡ bằng bốn chi tiết nối góc phía dưới. Đo: Công-te-nơ phải được đỡ ở trạng thái đó trong 5 phút. Phải ghi lại bất kì những biến dạng do thử gây ra. |
| Quán tính (theo chiều ngang) | Quy trình: Lực đặt bên trong và áp dụng: Tải trọng bên trong bằng R - T, công-te-nơ được đặt theo trục ngang thẳng đứng và được đỡ bằng bốn chi tiết nối góc phía dưới. Công-te- nơ phải được đỡ ở trạng thái đó trong 5 phút. Đo: Phải ghi lại bất kì những biến dạng do thử gây ra. |
| Độ bền lối đi | Quy trình: Tải trọng bên trong: Không có Tải trọng thử: Bằng 300 kg phân bố đều khắp diện tích 600 mm x 300 mm tại vùng yếu nhất của lối đi. Đo: Độ võng lớn nhất và biến dạng dư khi thử |
| Độ cứng (theo chiều ngang) | Như quy định ở Bảng 7 |
| Độ cứng (theo chiều dọc) | Như quy định ở Bảng 7 |
| Vị trí ổ chạc nâng mặt bên | Như quy định ở Bảng 7 |
| Áp lực | Quy trình: (1) Công-te-nơ hàng lỏng cùng các phụ tùng, đường ống phải được thử áp lực nước với áp suất không nhỏ hơn 1,5 lần áp suất làm việc cho phép lớn nhất hoặc áp suất thiết kế. (2) áp suất thử phải được đo tại đỉnh của két ở vị trí bình thường của nó và phải được duy trì để có thể kiểm tra toàn bộ két. Đối với công-te-nơ ISO áp suất thử phải giữ nguyên ít nhất trong 30 phút. (3) Van giảm áp nếu có, phải được tháo ra hoặc giữ ở trạng thái không làm việc. |
3.1. Quy định chung
1. Công-te-nơ phải được Đăng kiểm kiểm tra, cấp giấy chứng nhận chất lượng an toàn kỹ thuật trong trong chế tạo, lắp ráp, sửa chữa, hoán cải, nhập khẩu phù hợp với các yêu cầu của Quy chuẩn này và các văn bản quy phạm pháp luật, quy định, hướng dẫn có liên quan.
Đối với công-te-nơ đang sử dụng, sau khi kiểm tra định kỳ đạt yêu cầu kỹ thuật, Đăng kiểm sẽ cấp Tem kiểm định theo mẫu ở Hình 19.
2. Các công-te-nơ mới và hiện có sử dụng trong vận tải quốc tế, không bao gồm các công-te-nơ được thiết kế đặc biệt chuyên chở bằng đường hàng không, phải tuân theo CSC.
3. Đối với việc chế tạo công-te-nơ chở hàng lỏng, thợ hàn phải được Đăng kiểm công nhận.
4. Thiết bị kiểm tra, thử nghiệm, đo lường của các cơ sở chế tạo, sửa chữa công-te-nơ phải được cơ quan có thẩm quyền kiểm chuẩn định kỳ.
3.2. Chu kỳ kiểm tra công-te-nơ trong khai thác sử dụng
1. Chu kỳ kiểm tra đầu tiên (tính từ ngày chế tạo đến ngày kiểm tra lần thứ nhất): Không quá 5 năm;
2. Chu kỳ kiểm tra tiếp theo: Không quá 30 tháng.
3. Chương trình kiểm tra liên tục (ACEP- Approved Continuous Examination Programme):
Để thay thế cho mục 1 và mục 2 ở trên, chủ công-te-nơ có thể áp dụng chương trình kiểm tra liên tục (ACEP) trong quá trình khai thác công-te-nơ. Chương trình ACEP phải được Đăng kiểm phê duyệt sau khi đã đánh giá các bằng chứng do chủ công-te-nơ trình lên và nhận thấy nó thỏa mãn các tiêu chuẩn an toàn theo yêu cầu tại Quy định 2 của Công ước Quốc tế an toàn công-te-nơ CSC 1972.
3.3. Quy định cấp hồ sơ Đăng kiểm
Cục Đăng kiểm Việt Nam biên soạn, in ấn, biểu mẫu, ấn chỉ có liên quan đến kiểm tra, chứng nhận công-te-nơ theo quy định của Quy chuẩn này; cấp các Giấy chứng nhận, biểu mẫu, ấn chỉ khi thực hiện kiểm tra, chứng nhận công-te-nơ theo quy định.
3.3.1. Giấy chứng nhận
3.3.1.1. Đăng kiểm cấp các giấy chứng nhận tương ứng theo quy định trong Quy chuẩn này cho công-te-nơ và quy trình chế tạo. Các loại giấy chứng nhận bao gồm:
1. Giấy chứng nhận công nhận quy trình chế tạo (theo mẫu tại Phụ lục D của QCVN 64 : 2015/BGTVT).
2. Giấy chứng nhận công nhận thiết kế (theo mẫu tại Phụ lục D của QCVN 64: 2015/BGTVT).
3. Giấy chứng nhận an toàn công-te-nơ nhập khẩu (theo mẫu tại Phụ lục 1 của Quy chuẩn này).
4. Giấy chứng nhận an toàn công-te-nơ (theo mẫu tại Phụ lục 2 của Quy chuẩn này).
Hồ sơ cấp giấy chứng nhận an toàn công-te-nơ bao gồm:
(1) Công văn đề nghị của cơ sở chế tạo;
(2) Bản vẽ và hồ sơ như ở mục 2.4.2.
Cơ sở chế tạo công-te-nơ nộp hồ sơ trực tiếp hoặc qua đường bưu chính hoặc bằng các hình thức phù hợp khác cho Đăng kiểm. Đăng kiểm tiến hành thẩm định hồ sơ thiết kế, kiểm tra và thử theo quy định của Quy chuẩn này, nếu đạt yêu cầu Đăng kiểm sẽ cấp Giấy chứng nhận an toàn công-te-nơ sau 3 ngày làm việc kể từ khi hoàn thành tất cả các công việc trên.
Đăng kiểm có thể ủy quyền cho các Tổ chức chứng nhận an toàn được công nhận cấp giấy chứng nhận an toàn kỹ thuật cho công-te-nơ.
3.3.1.2. Giấy chứng nhận an toàn
3.3.1.3. Giấy chứng nhận đã cấp sẽ bị mất hiệu lực ở một trong các trường hợp sau đây:
1. Các thiết bị thực tế không còn phù hợp với giấy chứng nhận đã cấp; hoặc
2. Sau khi công-te-nơ bị tai nạn hoặc bị huỷ bỏ.
3.3.1.3. Cấp lại giấy chứng nhận
Trường hợp giấy chứng nhận bị mất, chủ sở hữu công-te-nơ làm công văn đề nghị cấp lại gửi trực tiếp hoặc qua đường bưu chính hoặc bằng các hình thức phù hợp khác cho Đăng kiểm. Đăng kiểm sẽ tiến hành xác minh, kiểm tra, thử (nếu thấy cần thiết) phù hợp với quy định của Quy chuẩn này và cấp lại giấy chứng nhận trong thời hạn 3 ngày làm việc kể từ khi hoàn thành các công việc trên.
3.3.2. Biển chứng nhận an toàn CSC, đóng dấu, biểu tượng VR
1. Những công-te-nơ được chế tạo có sự giám sát của Đăng kiểm đã được kiểm tra, thử phù hợp với các yêu cầu của Quy chuẩn này và nếu kết quả thỏa mãn, sẽ được Đăng kiểm cho phép gắn biển chứng nhận an toàn theo quy đinh cua CSC (Hình 15),đóng dấu (Hình 16) và biểu tượng Đăng kiểm VR (Hình 17).
2. Biển chứng nhận an toàn theo sự ủy quyền của Chính phủ các nước khác tham gia CSC phải phù hợp với Hình 18.
| CSC SAFETY APPROVAL
MAXIMUM GROSS MASS ………..……………….……… kg……………….lb ALLOWABLE STACKING WEIGHT FOR 1,8G …………..kg……………....lb RACKING TEST LOAD VALUE ……………………kg….…..............lb FIRST MAINTENANCE EXAMINATION DATE ………………………………………………………………………………………. |
Hình 15 Biển chứng nhận an toàn CSC
Chú thích:
(1) Biển chứng nhận an toàn phải làm bằng vật liệu chịu lửa, không bị ăn mòn và có dạng hình chữ nhật.
(2) Biển có kích thước ít nhất là 100 mm x 200 mm.
(3) Những từ "CSC SAFETY APPROVAL”phải có chiều cao ít nhất bằng 8 mm và những từ khác và chữ số có chiều cao ít nhất 5 mm.
(4) Dấu của Đăng kiểm như nêu ở Hình 16 phải được đóng lên bề mặt của biển.
(5) Công-te-nơ được thử độ bền mặt mút hoặc mặt bên bằng tải trọng thử khác so với tải trọng đã quy định ở Bảng 6 phải được chỉ dẫn thêm bằng những từ "Độ bền mặt mút" và tải trọng thử mặt mút hoặc những từ "Độ bền mặt bên" và tải trọng thử mặt bên vào giữa dòng "Tải trọng thử độ lệch" và "Ngày kiểm tra bảo dưỡng đầu tiên" tương ứng.
(6) Ở phần dưới dòng chữ "Ngày kiểm tra bảo dưỡng đầu tiên" phải để một khoảng trống hợp lý để có thể ghi ngày, tháng, năm cho những lần thực hiện việc kiểm tra và bảo quản công-te-nơ tiếp theo.
![]()
Hình 16 Dấu của Đăng kiểm - VR

Hình 17 Biểu tượng của Đăng kiểm
| CSC SAFETY APPROVAL
MAXIMUM GROSS MASS ………..……………….……… kg……………….lb ALLOWABLE STACKING WEIGHT FOR 1,8G …………..kg……………....lb RACKING TEST LOAD VALUE ……………………kg….…..............lb FIRST MAINTENANCE EXAMINATION DATE ………………………………………………………………………………………. ………………………………………………………………………………………. |

Hình 18 Biển chứng nhận an toàn CSC
Chú thích:
(1) Biển chứng nhận an toàn phải làm bằng vật liệu chịu lửa, không bị mòn và có dạng hình chữ nhật.
(2) Biển có kích thước ít nhất là 100 mm x 200 mm.
(3) Những từ "CSC SAFETY APPROVAL" phải có chiều cao ít nhất bằng 8 mm và những từ khác và chữ số có chiều cao ít nhất 5 mm.
(4) Tại vị trí [1] ghi ký hiệu phân biệt quốc gia ủy quyền cho Đăng kiểm và vị trí [2] ghi tài liệu phê chuẩn và ngày phê chuẩn (tháng, năm) phải được nêu rõ ràng, riêng biệt.
(5) Công-te-nơ được thử độ bền mặt mút hoặc mặt bên bằng tải trọng thử khác so với tải trọng đã quy định ở Bảng 6 phải được chỉ dẫn thêm bằng những từ "Độ bền mặt mút" và tải trọng thử mặt mút hoặc những từ "Độ bền mặt bên" và tải trọng thử mặt bên vào giữa dòng "Tải trọng thử độ lệch" và "Ngày kiểm tra bảo dưỡng đầu tiên" tương ứng.
(6) Ở phần dưới dòng chữ "ngày kiểm tra bảo dưỡng đầu tiên" phải để một khoảng trống hợp lý để có thể ghi ngày, tháng, năm cho những lần thực hiện việc kiểm tra và bảo quản công-te-nơ tiếp theo.
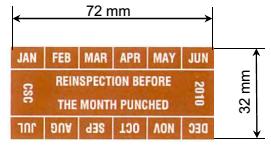
Hình 19 Tem kiểm định
Chú thích: Màu sắc của tem kiểm định phải theo quy định của CSC.
4. TRÁCH NHIỆM CỦA CÁC CƠ QUAN, TỔ CHỨC, CÁ NHÂN
4.1. Các cơ quan, tổ chức, cá nhân liên quan đến công tác chế tạo, nhập khẩu, thiết kế, khai thác sử dụng, quản lý, kiểm tra, chứng nhận an toàn kỹ thuật và bảo vệ môi trường công-te-nơ có trách nhiệm:
1. Tuân thủ các quy định của Quy chuẩn này và các văn bản quy phạm pháp luật, quy định, hướng dẫn có liên quan.
2. Xây dựng quy trình công nghệ, thử nghiệm, kiểm tra chất lượng, đầu tư thiết bị chế tạo, kiểm tra, thử nghiệm phù hợp.
3. Chịu trách nhiệm về nguồn gốc, xuất xứ, chất lượng, kết quả kiểm tra các công-te-nơ.
4. Chịu sự kiểm tra, giám sát của Đăng kiểm về chất lượng an toàn kỹ thuật và bảo vệ môi trường công-te-nơ khi chế tạo, nhập khẩu, thiết kế, khai thác sử dụng.
4.2. Trách nhiệm của chủ công-te-nơ
1. Bảo dưỡng, sửa chữa để duy trì tình trạng kỹ thuật bảo đảm yêu cầu an toàn kỹ thuật của các công-te-nơ giữa hai kỳ kiểm tra theo các quy định của Quy chuẩn này.
2. Báo cáo cho Đăng kiểm biết khi công-te-nơ bị tai nạn và các hư hỏng, sửa chữa hoặc thay thế liên quan.
3. Chịu sự kiểm tra, giám sát của Đăng kiểm và cơ quan chức năng có thẩm quyền trong khai thác sử dụng công-te-nơ; bảo quản, giữ gìn giấy chứng nhận đã được cấp và xuất trình cho người thi hành công vụ có thẩm quyền khi có yêu cầu.
4.3. Trách nhiệm của Cục Đăng kiểm Việt Nam
1. Cục Đăng kiểm Việt Nam có trách nhiệm tổ chức triển khai, hướng dẫn và thực hiện Quy chuẩn này; tham mưu, đề nghị Bộ Giao thông vận tải kịp thời sửa đổi, bổ sung Quy chuẩn này khi cần thiết hoặc theo thời hạn quy định của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
2. Tổ chức in ấn, phổ biến, tuyên truyền cho các tổ chức cá nhân có liên quan thực hiện, áp dụng Quy chuẩn này.
4.4. Kiểm tra thực hiện của Bộ Giao thông vận tải
Bộ Giao thông vận tải (Vụ Khoa học - Công nghệ) có trách nhiệm định kỳ hoặc đột xuất kiểm tra việc tuân thủ Quy chuẩn này của các đơn vị có hoạt động liên quan.
5.1. Trong trường hợp có sự khác nhau giữa quy định của Quy chuẩn này với quy định của quy phạm, tiêu chuẩn và quy chuẩn khác liên quan đến công-te-nơ thì áp dụng quy định của Quy chuẩn này.
5.2. Khi các tiêu chuẩn, quy chuẩn viện dẫn hoặc hướng dẫn quy định liên quan đến Quy chuẩn này có sự thay đổi, bổ sung hoặc được thay thế thì thực hiện theo nội dung của văn bản mới.
PHỤ LỤC
|
Số (No): | ĐĂNG KIỂM VIỆT NAM Vietnam Register
|

IMPORTED SAFETY CONTAINER CERTIFICATE
Liên 1 (Copy 1): Lưu (File)
Kiểu công-te-nơ(Type of the container):
Năm sản xuất (Year of manufacture):
Hãng, nước sản xuất (Manufacturer,Country of origin):
Tổ chức/ cá nhân nhập khẩu (Importer):
Địa chỉ (Address):
Số tờ khai hàng nhập khẩu (Customs declaration No):
Ngày kiểm tra (Date of inspection):
Nơi kiểm tra (Place of inspection):
Số đăng ký kiểm tra (Inspection registered No):
Số biên bản kiểm tra (Inspection record No):
THÔNG SỐ KỸ THUẬT CƠ BẢN
(The principal particulars)
Công-te-nơ đã được kiểm tra và đạt yêu cầu về chất lượng, an toàn kỹ thuật theo các quy định hiện hành.
The Container has been inspected in compliance with quality, technical safety requirements of present regulations.
Giấy chứng nhận này có hiệu lực đến:
This Certificate is valid until:
| Cấp tại ngày tháng năm Issued at Date Cơ quan kiểm tra (Inspection) |
Lưu ý: Giấy chứng nhận bị mất hiệu lực nếu chất lượng của công-te-nơ đã kiểm tra bị ảnh hưởng do vận chuyển, bảo quản, bốc xếp …
(The certificate will be expired if quality of the inspected container has been influenced by transportation, storing, handling, etc.)
|
Số (No): | ĐĂNG KIỂM VIỆT NAM Vietnam Register
GIẤY CHỨNG NHẬN AN TOÀN CÔNG-TE-NƠ |
Đăng kiểm Việt Nam căn cứ kết quả kiểm tra đã nêu trong Biên bản kiểm tra số
The Vietnam Register by the results of the perfomed survey noticed in the survey report No
ngày Chứng nhận rằng Công-te-nơ có đặc tính kỹ thuật sau đây
Date Certifies that container with following characteristics
Năm, nơi chế tạo
Year and place of manufacture
Chủ công-te-nơ
Owner
Kiểu Kích thước
Type Dimensions
Số chế tạo Vật liệu
Manufacturer's number Material
Số do chủ công-te-nơ cấp Khối lượng bì (T)
Owner's number Tare weight
Tải trọng thử nâng Khối lượng sử dụng lớn nhất (R)
Test weight lifting Max gross weight
Tải trọng xếp chồng Khối lượng có ích cho phép (P)
Stacking weight Max net weight
Thỏa mãn các yêu cầu đã quy định và có đủ điều kiện sử dụng an toàn
Satisfies established requirement and has all conditions to be safety used.
CÁC LƯU Ý CỤ THỂ
Special recommendations
Giấy chứng nhận có hiệu lực đến
This Certificate is valid until
| Cấp tại ngày Issued at Date CỤC ĐĂNG KIỂM VIỆT NAM Vietnam Register |
CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
Độc lập - Tự do - Hạnh phúc
---------------
BẢN ĐĂNG KÝ THÔNG SỐ KỸ THUẬT CÔNG-TE-NƠ NHẬP KHẨU
Tổ chức/cá nhân:
Địa chỉ:
Điện thoại/Fax:
Thông số kỹ thuật cơ bản của các công-te-nơ nhập khẩu như sau:
| TT | Tên công-te-nơ | Loại | Năm sản xuất | Nước sản xuất | Số nhận dạng | Khối lượng sử dụng, R | Khối lượng xếp chồng 1,8g | Lực thử độ lệch | Số lượng |
Chúng tôi cam kết số lượng công-te-nơ trên đây đảm bảo các tiêu chuẩn an toàn kỹ thuật hiện hành.
| ….. ngày tháng năm Tổ chức/Cá nhân |
- 1Thông tư 72/2011/TT-BGTVT về "Quy chuẩn kỹ thuật Quốc gia kiểm tra và chế tạo công ten nơ vận chuyển trên phương tiện vận tải" do Bộ Giao thông vận tải ban hành
- 2Thông tư 79/2014/TT-BGTVT Quy chuẩn kỹ thuật quốc gia về quy phạm phân cấp và đóng phương tiện thủy nội địa vỏ gỗ do Bộ trưởng Bộ Giao thông vận tải ban hành
- 3Thông tư 04/2015/TT-BGTVT Quy chuẩn kỹ thuật quốc gia về chế tạo và kiểm tra thiết bị cứu sinh dùng cho phương tiện thủy nội địa do Bộ trưởng Bộ Giao thông vận tải ban hành
- 4Thông tư 24/2015/TT-BGTVT về Quy chuẩn kỹ thuật quốc gia về phương tiện giao thông đường sắt - Giá chuyển hướng toa xe - Yêu cầu kỹ thuật do Bộ trưởng Bộ Giao thông vận tải ban hành
- 5Thông tư 75/2015/TT-BGTVT Quy chuẩn kỹ thuật quốc gia về báo hiệu hàng hải do Bộ trưởng Bộ Giao thông vận tải ban hành
- 1Luật Tiêu chuẩn và quy chuẩn kỹ thuật 2006
- 2Nghị định 127/2007/NĐ-CP Hướng dẫn Luật Tiêu chuẩn và Quy chuẩn kỹ thuật
- 3Nghị định 107/2012/NĐ-CP quy định chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Bộ Giao thông vận tải
- 4Thông tư 79/2014/TT-BGTVT Quy chuẩn kỹ thuật quốc gia về quy phạm phân cấp và đóng phương tiện thủy nội địa vỏ gỗ do Bộ trưởng Bộ Giao thông vận tải ban hành
- 5Thông tư 04/2015/TT-BGTVT Quy chuẩn kỹ thuật quốc gia về chế tạo và kiểm tra thiết bị cứu sinh dùng cho phương tiện thủy nội địa do Bộ trưởng Bộ Giao thông vận tải ban hành
- 6Thông tư 24/2015/TT-BGTVT về Quy chuẩn kỹ thuật quốc gia về phương tiện giao thông đường sắt - Giá chuyển hướng toa xe - Yêu cầu kỹ thuật do Bộ trưởng Bộ Giao thông vận tải ban hành
- 7Thông tư 75/2015/TT-BGTVT Quy chuẩn kỹ thuật quốc gia về báo hiệu hàng hải do Bộ trưởng Bộ Giao thông vận tải ban hành
- 8Quy chuẩn kỹ thuật quốc gia QCVN 38:2015/BGTVT về kiểm tra và chế tạo công – te – nơ vận chuyển trên các phương tiện vận tải do bộ Giao thông vận tải ban hành
Thông tư 64/2015/TT-BGTVT Quy chuẩn kỹ thuật quốc gia về kiểm tra và chế tạo công-te-nơ vận chuyển trên phương tiện vận tải do Bộ trưởng Bộ Giao thông vận tải ban hành
- Số hiệu: 64/2015/TT-BGTVT
- Loại văn bản: Thông tư
- Ngày ban hành: 05/11/2015
- Nơi ban hành: Bộ Giao thông vận tải
- Người ký: Đinh La Thăng
- Ngày công báo: Đang cập nhật
- Số công báo: Từ số 1151 đến số 1152
- Ngày hiệu lực: 01/05/2016
- Tình trạng hiệu lực: Kiểm tra
Đơn vị chủ quản: Công ty cổ phần tư vấn đầu tư và ứng dụng công nghệ 4.0.
Chịu trách nhiệm chính: Bà Phạm Hoài Thương.
Giấy chứng nhận ĐKDN số: 0108234370, do Sở Kế hoạch và Đầu tư thành phố Hà Nội cấp ngày 18/04/2018.
Địa chỉ: Thôn Trung, Xã Phù Đổng, TP Hà Nội - VPGD: C2 Vincom, 119 Trần Duy Hưng, Phường Yên Hòa, TP Hà Nội.
Điện thoại: 024.6294.9155 - Hotline 1: 0984.988.691 - Hotline 2: 0985.426.175 - Email: info@hethongphapluat.com

