

Để sử dụng toàn bộ tiện ích nâng cao của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
TIÊU CHUẨN NGÀNH
3TCN 189 - 72
DAO TIỆN GẮN THÉP GIÓ
DAO TIỆN LỖ KHÔNG THÔNG
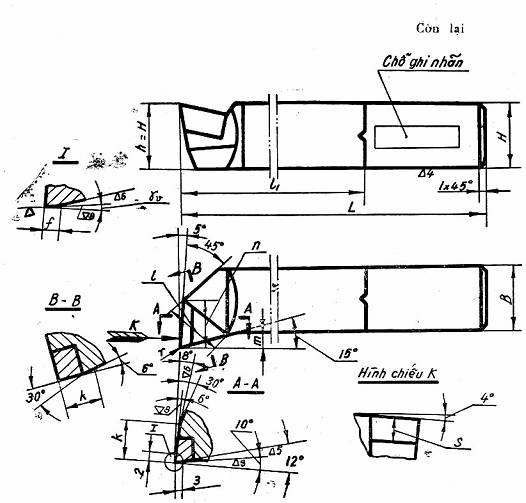
Ví dụ: Kí hiệu qui ước dao tiện lỗ không thông có mặt cắt thân dao 20 x 20mm và chiều dài L = 200mm, gắn thép gió P18:
Dao tiện 20 x 20 x 200 - P18 3TCN 189 - 72.
KÍCH THƯỚC mm
| Kích thước mặt cắt thân dao | L | l1 | d | m | k » | n » | r » | Mảnh thép gió theo 3TCN 207-72 | Đường kính lỗ tiện nhỏ nhất | |||
| H | B | Số hiệu | l | S | ||||||||
| 16 | 16 | |||||||||||
Để xem đầy đủ nội dung và sử dụng toàn bộ tiện ích của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
Nếu bạn đã là thành viên, hãy bấm:
- 1Tiêu chuẩn ngành 3 TCN 179:1972 về Dao tiện gắn thép gió - Dao tiện phá ngoài đầu thẳng φ=45 độ và 60 độ, phải và trái
- 2Tiêu chuẩn ngành 3 TCN 181:1972 về Dao tiện gắn thép gió - Dao tiện phá ngoài và tiện vai phải và trái
- 3Tiêu chuẩn ngành 3 TCN 185:1972 về Dao tiện gắn thép gió - Dao xén mặt mút, phải và trái
- 4Tiêu chuẩn ngành 3 TCN 186:1972 về Dao tiện gắn hợp kim cứng - Dao xén mặt mút φ=70 độ, phải và trái
- 5Tiêu chuẩn ngành 3 TCN 187:1972 về Dao gắn thép gió - Dao tiện lỗ thông φ=45 độ và 60 độ
- 6Tiêu chuẩn ngành 3 TCN 188:1972 về Dao tiện gắn hợp kim cứng - Dao tiện lỗ thông
- 7Tiêu chuẩn ngành 3 TCN 190:1972 về Dao tiện gắn hợp kim cứng - Dao tiện lỗ không thông
- 8Tiêu chuẩn ngành 3 TCN 191:1972 về Dao tiện gắn thép gió - Dao cắt đứt phải và trái
- 9Tiêu chuẩn ngành 3 TCN 195:1972 về Dao bào gắn thép gió - Dao bào phá đầu cong 45 độ phải và trái
- 10Tiêu chuẩn ngành 3 TCN 207:1966 về Dao tiện, dao bào, dao xọc gắn thép gió - Mảnh thép gió - Dạng và kích thước
- 11Tiêu chuẩn ngành 3 TCN 210:1972 về Dao tiện, dao bào và dao xọc gắn thép gió - Quy tắc nghiệm thu và phương pháp thử
- 1Tiêu chuẩn ngành 3 TCN 179:1972 về Dao tiện gắn thép gió - Dao tiện phá ngoài đầu thẳng φ=45 độ và 60 độ, phải và trái
- 2Tiêu chuẩn ngành 3 TCN 181:1972 về Dao tiện gắn thép gió - Dao tiện phá ngoài và tiện vai phải và trái
- 3Tiêu chuẩn ngành 3 TCN 185:1972 về Dao tiện gắn thép gió - Dao xén mặt mút, phải và trái
- 4Tiêu chuẩn ngành 3 TCN 186:1972 về Dao tiện gắn hợp kim cứng - Dao xén mặt mút φ=70 độ, phải và trái
- 5Tiêu chuẩn ngành 3 TCN 187:1972 về Dao gắn thép gió - Dao tiện lỗ thông φ=45 độ và 60 độ
- 6Tiêu chuẩn ngành 3 TCN 188:1972 về Dao tiện gắn hợp kim cứng - Dao tiện lỗ thông
- 7Tiêu chuẩn ngành 3 TCN 190:1972 về Dao tiện gắn hợp kim cứng - Dao tiện lỗ không thông
- 8Tiêu chuẩn ngành 3 TCN 191:1972 về Dao tiện gắn thép gió - Dao cắt đứt phải và trái
- 9Tiêu chuẩn ngành 3 TCN 195:1972 về Dao bào gắn thép gió - Dao bào phá đầu cong 45 độ phải và trái
- 10Tiêu chuẩn ngành 3 TCN 207:1966 về Dao tiện, dao bào, dao xọc gắn thép gió - Mảnh thép gió - Dạng và kích thước
- 11Tiêu chuẩn ngành 3 TCN 208:1972 về Dao tiện, dao bào, doa xọc gắn thép gió - Yêu cầu kỹ thuật
- 12Tiêu chuẩn ngành 3 TCN 210:1972 về Dao tiện, dao bào và dao xọc gắn thép gió - Quy tắc nghiệm thu và phương pháp thử
Tiêu chuẩn ngành 3 TCN 189:1972 về Dao tiện gắn thép gió - Dao tiện lỗ không thông
- Số hiệu: 3TCN189:1972
- Loại văn bản: Tiêu chuẩn ngành
- Ngày ban hành: 01/01/1972
- Nơi ban hành: Bộ Cơ khí và luyện kim
- Người ký: ***
- Ngày công báo: Đang cập nhật
- Số công báo: Đang cập nhật
- Ngày hiệu lực: 29/05/2026
- Tình trạng hiệu lực: Kiểm tra
Đơn vị chủ quản: Công ty cổ phần tư vấn đầu tư và ứng dụng công nghệ 4.0.
Chịu trách nhiệm chính: Bà Phạm Hoài Thương.
Giấy chứng nhận ĐKDN số: 0108234370, do Sở Kế hoạch và Đầu tư thành phố Hà Nội cấp ngày 18/04/2018.
Địa chỉ: Thôn Trung, Xã Phù Đổng, TP Hà Nội - VPGD: C2 Vincom, 119 Trần Duy Hưng, Phường Yên Hòa, TP Hà Nội.
Điện thoại: 024.6294.9155 - Hotline 1: 0342.799.688 - Hotline 2: 0985.426.175 - Email: info@hethongphapluat.com

