

- 1Luật Tiêu chuẩn và quy chuẩn kỹ thuật 2006
- 2Nghị định 127/2007/NĐ-CP Hướng dẫn Luật Tiêu chuẩn và Quy chuẩn kỹ thuật
- 3Luật chất lượng sản phẩm, hàng hóa 2007
- 4Nghị định 132/2008/NĐ-CP Hướng dẫn Luật Chất lượng sản phẩm, hàng hóa
- 5Luật Đường sắt 2017
- 6Nghị định 78/2018/NĐ-CP sửa đổi Nghị định 127/2007/NĐ-CP hướng dẫn Luật tiêu chuẩn và quy chuẩn kỹ thuật
- 7Nghị định 56/2022/NĐ-CP quy định chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Bộ Giao thông vận tải
| BỘ GIAO THÔNG VẬN TẢI | CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM |
| Số: 04/2023/TT-BGTVT | Hà Nội, ngày 17 tháng 04 năm 2023 |
THÔNG TƯ
BAN HÀNH 03 QUY CHUẨN KỸ THUẬT QUỐC GIA VỀ LINH KIỆN, THIẾT BỊ CỦA PHƯƠNG TIỆN GIAO THÔNG ĐƯỜNG SẮT
Căn cứ Luật Tiêu chuẩn và quy chuẩn kỹ thuật năm 2006;
Căn cứ Luật Chất lượng sản phẩm hàng hóa năm 2007;
Căn cứ Luật Đường sắt năm 2017;
Căn cứ Nghị định số 127/2007/NĐ-CP ngày 01 tháng 8 năm 2007 của Chính phủ quy định chi tiết thi hành một số điều Luật Tiêu chuẩn và quy chuẩn kỹ thuật và Nghị định số 78/2018/NĐ-CP ngày 16 tháng 5 năm 2018 sửa đổi, bổ sung một số điều của Nghị định số 127/2007/NĐ-CP ngày 01 tháng 8 năm 2007 của Chính phủ quy định chi tiết thi hành một số điều Luật Tiêu chuẩn và quy chuẩn kỹ thuật;
Căn cứ Nghị định số 132/2008/NĐ-CP ngày 31 tháng 12 năm 2008 của Chính phủ quy định chi tiết thi hành một số điều của Luật Chất lượng sản phẩm, hàng hóa;
Căn cứ Nghị định số 56/2022/NĐ-CP ngày 24 tháng 8 năm 2022 của Chính phủ quy định chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Bộ Giao thông vận tải;
Xét đề nghị của Vụ trưởng Vụ Khoa học - Công nghệ và Môi trường và Cục trưởng Cục Đăng kiểm Việt Nam,
Bộ trưởng Bộ Giao thông vận tải quy định:
1. Quy chuẩn kỹ thuật quốc gia về bộ trục bánh xe của đầu máy, toa xe
Số hiệu: QCVN 110 : 2023/BGTVT.
2. Quy chuẩn kỹ thuật quốc gia về bộ móc nối, đỡ đấm của đầu máy, toa xe
Số hiệu: QCVN 111 : 2023/BGTVT.
3. Quy chuẩn kỹ thuật quốc gia về van hãm sử dụng trên đầu máy, toa xe
Số hiệu: QCVN 112 : 2023/BGTVT.
Điều 3. Chánh Văn phòng Bộ, Chánh Thanh tra Bộ, các Vụ trưởng, Cục trưởng Cục Đăng kiểm Việt Nam, Cục trưởng Cục Đường sắt Việt Nam, Thủ trưởng các cơ quan, tổ chức và cá nhân có liên quan chịu trách nhiệm thi hành Thông tư này./.
|
| KT. BỘ TRƯỞNG |
QCVN 110 : 2023/BGTVT
QUY CHUẨN KỸ THUẬT QUỐC GIA VỀ BỘ TRỤC BÁNH XE CỦA ĐẦU MÁY, TOA XE
National technical regulation on wheelsets for rolling stocks
MỤC LỤC
1. Quy định chung
1.1 Phạm vi điều chỉnh
1.2 Đối tượng áp dụng
1.3 Giải thích từ ngữ
2. Quy định kỹ thuật
2.1 Yêu cầu chung
2.2 Ký hiệu trên bộ trục bánh
2.3 Kích thước hình học
2.4 Lực ép bánh xe vào trục xe
2.5 Độ cứng bề mặt bánh xe
3. Quy định quản lý
4. Tổ chức thực hiện
Phụ lục A: Biên dạng mặt lăn bánh xe
Phụ lục B: Số lượng mẫu ngẫu nhiên bộ trục bánh xe để kiểm tra đối với từng lô bộ trục bánh xe
Lời nói đầu
QCVN 110 : 2023/BGTVT do Cục Đăng kiểm Việt Nam biên soạn, Vụ Khoa học - Công nghệ và Môi trường trình duyệt, Bộ Khoa học và Công nghệ thẩm định, Bộ Giao thông vận tải ban hành theo Thông tư số 04/2023/TT-BGTVT ngày 17 tháng 04 năm 2023.
QUY CHUẨN KỸ THUẬT QUỐC GIA VỀ BỘ TRỤC BÁNH XE CỦA ĐẦU MÁY, TOA XE
National technical regulation on wheelsets for rolling stocks
1. Quy định chung
1.1 Phạm vi điều chỉnh
1.1.1 Quy chuẩn này quy định các yêu cầu kỹ thuật và việc kiểm tra chất lượng an toàn kỹ thuật và bảo vệ môi trường đối với bộ trục bánh xe của đầu máy, toa xe sản xuất, lắp ráp và nhập khẩu mới.
1.1.2 Quy chuẩn này áp dụng cho bộ trục bánh xe của đầu máy, toa xe có mã HS là 8607.11.00 và 8607.12.00 được quy định theo Thông tư số 31/2022/TT-BTC ngày 08 tháng 6 năm 2022 của Bộ trưởng Bộ Tài chính ban hành Danh mục hàng hóa xuất khẩu, nhập khẩu Việt Nam.
1.1.3 Quy chuẩn này không áp dụng cho bộ trục bánh xe của đầu máy, toa xe sử dụng trên đường sắt đô thị, đường sắt tốc độ cao và đầu máy, toa xe của quân đội, công an sử dụng vào mục đích quốc phòng, an ninh.
1.2 Đối tượng áp dụng
Quy chuẩn này áp dụng đối với tổ chức, cá nhân có liên quan đến việc quản lý, sản xuất, lắp ráp, nhập khẩu, kiểm tra, chứng nhận chất lượng an toàn kỹ thuật và bảo vệ môi trường đối với bộ trục bánh xe của đầu máy, toa xe thuộc phạm vi điều chỉnh tại điểm 1.1 của quy chuẩn này.
1.3 Giải thích từ ngữ
Trong quy chuẩn này, các từ ngữ dưới đây được hiểu như sau:
1.3.1 Bộ trục bánh xe
Bộ trục bánh xe được hợp thành bởi trục xe, hai bánh xe và các chi tiết khác được lắp trên trục xe.
1.3.2 Trục xe
Dùng để liên kết 2 bánh xe và chi tiết khác tạo thành bộ trục bánh xe. Tùy theo nhu cầu sử dụng, phần giữa thân trục xe có thể lắp các chi tiết khác như cụm đĩa hãm hoặc cụm bánh răng.
1.3.3 Mặt lăn bánh xe
Mặt tiếp xúc của bánh xe với mặt ray.
1.3.4 Lô bộ trục bánh xe
Các bộ trục bánh xe có cùng thông số kỹ thuật, nhà sản xuất và cùng một lần đăng ký kiểm tra.
1.3.5 Đường kính bánh xe
Đường kính đo tại giao điểm giữa mặt lăn bánh xe và đường chuẩn 2 theo quy định tại Phụ lục A.
1.3.6 Chiều cao lợi bánh xe
Khoảng cách thẳng đứng từ đỉnh lợi bánh xe tới đường chuẩn 1 của bánh xe theo quy định tại Phụ lục A.
1.3.7 Chiều dày lợi bánh xe
Khoảng cách theo phương ngang từ giao điểm của mặt ngoài lợi bánh xe với đường tham chiếu tới mặt trong bánh xe theo quy định tại Phụ lục A.
1.3.8 Giang cách bánh xe
Khoảng cách mặt trong của hai vành bánh xe hoặc đai bánh xe thuộc cùng bộ trục bánh xe.
2. Quy định kỹ thuật
2.1 Yêu cầu chung
2.1.1 Tài liệu kỹ thuật của bộ trục bánh xe gồm:
a) Bản vẽ kỹ thuật bộ trục bánh xe. Hình vẽ phải thể hiện được các kích thước hình học cơ bản;
b) Kết quả kiểm tra kích thước cơ bản của các bộ trục bánh xe;
c) Kết quả phân tích thành phần hóa học, cơ tính vật liệu chế tạo lô bộ trục bánh xe;
d) Kết quả lực ép các bánh xe vào trục xe;
e) Biểu đồ lực ép các bánh xe vào trục xe;
f) Kết quả kiểm tra cân bằng động bộ trục bánh xe;
g) Kết quả kiểm tra khuyết tật bên trong và khuyết tật bề mặt bộ trục bánh xe.
2.1.2 Việc đánh giá chất lượng an toàn kỹ thuật và bảo vệ môi trường đối với bộ trục bánh xe, lô bộ trục bánh xe dựa trên kết quả kiểm tra, đánh giá chất lượng mẫu ngẫu nhiên theo số lượng nêu tại Phụ lục B của Quy chuẩn này.
2.1.3 Hai bánh xe trong cùng bộ trục bánh xe phải cùng kiểu loại và thông số kỹ thuật.
2.1.4 Mặt lăn bánh xe phải có biên dạng và kích thước danh nghĩa theo quy định tại Phụ lục A của Quy chuẩn này hoặc tài liệu kỹ thuật của nhà sản xuất. Độ hở giữa mặt lăn bánh xe với dưỡng kiểm tra không quá 0,5 mm.
2.1.5 Bộ trục bánh xe có tốc độ cấu tạo lớn hơn 120 km/h và nhỏ hơn 200 km/h phải được cân bằng động trên thiết bị chuyên dùng. Xem xét tài liệu kỹ thuật của nhà sản xuất, trong tài liệu kỹ thuật của nhà sản xuất phải thể hiện được lượng không cân bằng động không được vượt quá 75 g.m.
2.1.6 Đối với vật liệu chế tạo bộ trục bánh xe: Xem xét tài liệu kỹ thuật của nhà sản xuất, trong tài liệu kỹ thuật của nhà sản xuất phải thể hiện được thành phần hóa học và cơ tính của vật liệu chế tạo bộ trục bánh xe.
2.1.7 Điện trở của bộ trục bánh xe đo được giữa 2 mặt lăn của 2 bánh xe không được vượt quá 0,01 Ω.
2.1.8 Trên bề mặt bộ trục bánh xe không xuất hiện vết nứt, vết va đập, bong rộp nhìn thấy được.
2.2 Ký hiệu trên bộ trục bánh xe
Nhà sản xuất phải thể hiện các ký hiệu trên bộ trục bánh xe tại hai mặt ngoài bánh xe và trục xe như Hình 1.

Hình 1 - Vị trí ghi ký hiệu trên bộ trục bánh xe
2.2.1 Ký hiệu trên bánh xe: Trên mặt ngoài vành bánh xe phải có các ký hiệu sau:
a) Tên nhà sản xuất;
b) Năm sản xuất;
c) Mác thép;
d) Số nhận dạng bánh xe.
2.2.2 Ký hiệu trên trục xe: Trên hai mặt đầu trục xe phải có các ký hiệu sau:
a) Tên nhà sản xuất;
b) Năm sản xuất;
c) Mác thép;
d) Số nhận dạng trục xe;
e) Trị số lực ép mỗi bánh xe lên trục xe.
2.2.3 Yêu cầu các ký hiệu trên bộ trục bánh xe phải đầy đủ, rõ ràng và phù hợp với tài liệu kỹ thuật của nhà sản xuất.
2.3 Kích thước hình học
2.3.1 Yêu cầu các kích thước hình học cơ bản của bộ trục bánh xe được quy định tại bảng 1 phải phù hợp với tài liệu kỹ thuật của nhà sản xuất.
Bảng 1 - Kích thước cơ bản của bộ trục bánh xe
| Kích thước | Kí hiệu |
| Đường kính cổ trục | C |
| Giang cách bánh xe | L |
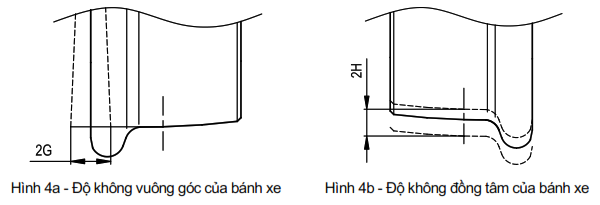
| Độ không vuông góc của bánh xe | 2G |
| Độ không đồng tâm của bánh xe | 2H |
| Khoảng cách từ mặt trong bánh xe tới mặt đầu trục | L1, L2 |
| Đường kính bánh xe | D |
| Chiều dài bộ trục bánh xe | A |
| Đường kính giữa thân trục | E |
| Đường kính bệ lắp cụm bánh răng hoặc cụm đĩa hãm | B |
| Chiều dày vành bánh xe | F |
| Chiều cao lợi bánh xe | K |
| Chiều dày lợi bánh xe | M |
| Chiều rộng vành bánh | N |
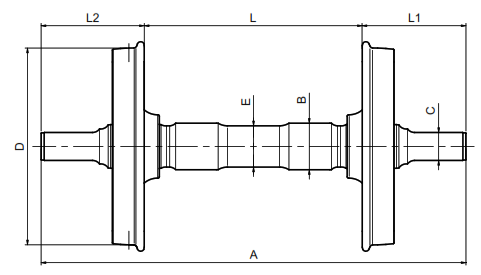
Hình 2 - Kích thước hình học bộ trục bánh xe

Hình 3 - Bánh xe
2.3.2 Độ không vuông góc (2G) của bánh xe không được lớn hơn 1 mm và độ không đồng tâm (2H) của bánh xe không được lớn hơn 0,5 mm.
2.3.3 Sai lệch đường kính bánh xe của hai bánh xe trên cùng một bộ trục bánh xe không quá 1 mm.
2.3.4 Giang cách bánh xe phải thỏa mãn quy định:
a) 924 ±1 mm đối với bộ trục bánh xe khổ đường 1000 mm;
b) 1353 ±1 mm đối với bộ trục bánh xe khổ đường 1435 mm;
c) Sai lệch số đo giang cách bánh xe tại 3 điểm cách đều nhau không quá 1 mm.
2.3.5 Chiều dày lợi bánh xe:
a) Đối với khổ đường 1000 mm: Chiều dày lợi bánh xe là 30 , mm;
b) Đối với khổ đường 1435 mm: Chiều dày lợi bánh xe là 32 , mm.
2.4 Lực ép bánh xe vào trục xe
Biểu đồ lực ép bánh xe và trị số lực ép bánh xe vào trục xe phải phù hợp với tài liệu kỹ thuật và quy định sau:
a) Lực ép bánh xe vào trục được xác định:
2,5 D ≤ Pf ≤ 7,0 D
Trong đó:
- Pf là lực ép bánh xe vào trục xe, tính bằng kN (được đo trong quãng đường dịch chuyển 25 mm cuối cùng của hành trình ép);
- D là đường kính của bệ lắp bánh của trục xe, tính bằng mm.
b) Biểu đồ lực ép phải do một thiết bị tự động ghi sự dịch chuyển của trục xe hoặc bánh xe trong suốt quá trình lắp ép. Biểu đồ này phải cho thấy lực ép tăng đều và không được dao động đột ngột, giá trị lực ép tối đa không vượt quá quy định.
c) Kiểm tra lực ép và biểu đồ lực ép bánh xe vào trục xe được thực hiện thông qua quan sát, ghi lại kết quả kiểm tra (chứng kiến kiểm tra) lực ép để đánh giá sự phù hợp của lực ép bánh xe vào trục xe với yêu cầu của quy chuẩn này hoặc xem xét tài liệu kỹ thuật của nhà sản xuất.
2.5 Độ cứng bề mặt bánh xe
Độ cứng bề mặt của bánh xe được xác định tại ít nhất ba vị trí phân bố ngẫu nhiên trên mặt ngoài vành bánh xe: (1), (2), (3) và cách mép của góc vát bánh xe từ 5 mm trở lên (Hình 5). Trị số độ cứng bề mặt mỗi bánh xe là trung bình của các kết quả đo được bằng máy đo độ cứng kim loại và phải phù hợp với quy định sau:
a) Đối với bánh xe dùng cho đầu máy là: 300 ÷ 341 (HB);
b) Đối với bánh xe thép cán dùng cho toa xe là: 270 ÷ 341 (HB);
c) Đối với bánh xe thép đúc dùng cho toa xe là: 277 ÷ 341 (HB).
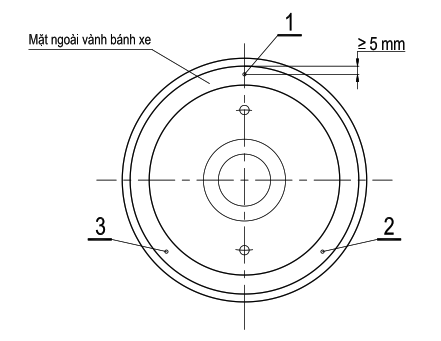
Hình 5 - Vị trí đo độ cứng bề mặt bánh xe
3. Quy định quản lý
3.1 Việc kiểm tra, chứng nhận bộ trục bánh xe sản xuất, lắp ráp và nhập khẩu mới thực hiện theo quy định của Bộ trưởng Bộ Giao thông vận tải quy định về việc kiểm tra chất lượng an toàn kỹ thuật và bảo vệ môi trường phương tiện giao thông đường sắt.
3.2 Trong trường hợp các văn bản, tài liệu được viện dẫn trong quy chuẩn này có thay đổi, bổ sung về các nội dung liên quan hoặc được thay thế thì thực hiện theo quy định trong văn bản mới.
4. Tổ chức thực hiện
4.1 Tổ chức đăng kiểm Việt Nam chịu trách nhiệm tổ chức thực hiện Quy chuẩn này.
4.2 Các tổ chức, cá nhân sản xuất, lắp ráp và nhập khẩu bộ trục bánh xe có trách nhiệm công bố hợp quy cho bộ trục bánh xe sau khi được kiểm tra, chứng nhận và đăng ký công bố hợp quy theo các quy định hiện hành.
Phụ lục A
Biên dạng mặt lăn bánh xe

Hình A.1 - Biên dạng mặt lăn lõm khổ đường 1000 mm
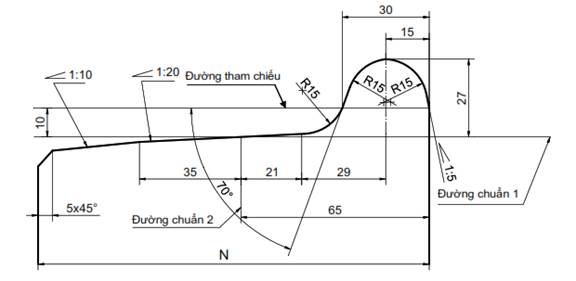
Hình A.2. Biên dạng mặt lăn côn khổ đường 1000 mm

Hình A.3. Biên dạng mặt lăn côn khổ đường 1435 mm
Phụ lục B
Số lượng mẫu ngẫu nhiên bộ trục bánh xe để kiểm tra đối với từng lô bộ trục bánh xe
1. Lấy số lượng mẫu ngẫu nhiên bộ trục bánh xe để kiểm tra đối với từng lô bộ trục bánh xe như sau:
| Số lượng của lô bộ trục bánh xe (bộ) | Số lượng mẫu ngẫu nhiên (bộ) |
| ≤ 20 | 4 |
| Từ 21 đến 50 | 8 |
| Từ 51 đến 100 | 10 |
| Từ 101 đến 150 | 15 |
| Từ 151 đến 200 | 20 |
2. Nếu có bất kỳ mẫu bộ trục bánh xe nào kiểm tra không đạt yêu cầu thì tiến hành kiểm tra từng bộ trục bánh xe còn lại trong lô bộ trục bánh xe.
QCVN 111:2023/BGTVT
QUY CHUẨN KỸ THUẬT QUỐC GIA VỀ BỘ MÓC NỐI, ĐỠ ĐẤM CỦA ĐẦU MÁY, TOA XE
National technical regulation on couplers for rolling stocks
Mục lục
1. Quy định chung
1.1 Phạm vi điều chỉnh
1.2 Đối tượng áp dụng
1.3 Giải thích từ ngữ
2. Quy định kỹ thuật
2.1 Yêu cầu chung
2.2 Ký hiệu và chứng chỉ chất lượng
2.3 Thân móc nối và khung đuôi móc nối
2.4 Hộp đỡ đấm
2.5 Quy định về độ cứng
3. Quy định quản lý
4. Tổ chức thực hiện
Phụ lục A - Danh mục tài liệu kỹ thuật
Lời nói đầu
QCVN 111:2023/BGTVT do Cục Đăng kiểm Việt Nam biên soạn, Vụ Khoa học - Công nghệ và Môi trường trình duyệt, Bộ Khoa học và Công nghệ thẩm định, Bộ Giao thông vận tải ban hành theo Thông tư số 04/2023/TT-BGTVT ngày 17 tháng 04 năm 2023.
QUY CHUẨN KỸ THUẬT QUỐC GIA VỀ BỘ MÓC NỐI, ĐỠ ĐẤM CỦA ĐẦU MÁY, TOA XE
National technical regulation on couplers for rolling stocks
1. Quy định chung
1.1 Phạm vi điều chỉnh
1.1.1 Quy chuẩn này quy định các yêu cầu kỹ thuật và việc kiểm tra chất lượng, an toàn kỹ thuật và bảo vệ môi trường đối với bộ móc nối, đỡ đấm sản xuất, lắp ráp và nhập khẩu mới của đầu máy, toa xe.
1.1.2 Quy chuẩn này áp dụng cho bộ móc nối, đỡ đấm của đầu máy, toa xe có mã HS là 86.07.30.00 được quy định theo Thông tư số 31/2022/TT-BTC ngày 08 tháng 6 năm 2022 của Bộ trưởng Bộ Tài chính ban hành Danh mục hàng hóa xuất khẩu, nhập khẩu Việt Nam.
1.1.3 Quy chuẩn này không áp dụng cho bộ móc nối, đỡ đấm của đầu máy, toa xe sử dụng trên đường sắt đô thị, đường sắt tốc độ cao; đầu máy, toa xe của quân đội, công an sử dụng vào mục đích quốc phòng, an ninh.
1.2 Đối tượng áp dụng
Quy chuẩn này áp dụng đối với tổ chức, cá nhân có liên quan đến việc quản lý, sản xuất, lắp ráp, nhập khẩu, kiểm tra, chứng nhận chất lượng, an toàn kỹ thuật và bảo vệ môi trường đối với bộ móc nối, đỡ đấm của đầu máy, toa xe thuộc phạm vi điều chỉnh tại điểm 1.1 của quy chuẩn này.
1.3 Giải thích từ ngữ
Trong Quy chuẩn này, các từ ngữ dưới đây được hiểu như sau:
1.3.1 Bộ móc nối, đỡ đấm
Bộ phận dùng để nối các toa xe, các đầu máy với nhau, nối toa xe với đầu máy và giữ chúng ở cách nhau một khoảng nhất định, truyền lực kéo hoặc nén trong đoàn tàu, đồng thời giảm nhẹ tác động của chúng xảy ra trong thời gian chạy tàu và khi dồn phóng tàu tại các ga (xem Hình 1).
1.3.2 Dung năng
Năng lượng mà hộp đỡ đấm có khả năng hấp thụ được ứng với hành trình lớn nhất của hộp đỡ đấm khi chịu nén.
1.3.3 Lực căng ban đầu
Lực nén có trước cần thiết để lắp ráp hộp đỡ đấm.
2. Quy định kỹ thuật
2.1 Yêu cầu chung

Hình 1 - Hình vẽ minh họa kết cấu bộ móc nối, đỡ đấm
2.1.1 Tài liệu kỹ thuật của nhà sản xuất đối với bộ móc nối, đỡ đấm phải phù hợp với quy định tại phụ lục A.
2.1.2 Bộ móc nối, đỡ đấm phải phù hợp với các yêu cầu của quy chuẩn này và tài liệu kỹ thuật của nhà sản xuất.
2.1.3 Đường bao liên kết của thân móc nối, lưỡi móc phải phù hợp với tài liệu kỹ thuật của nhà sản xuất và đảm bảo cho việc nối kết an toàn và thuận lợi.
2.1.4 Kích thước chính, tính năng, thông số kỹ thuật của thân móc nối, lưỡi móc, khung đuôi móc nối và hộp đỡ đấm phải phù hợp với tài liệu kỹ thuật của nhà sản xuất.
2.1.5 Bề mặt thân móc nối, lưỡi móc, khung đuôi móc nối, chốt lưỡi móc, chốt đuôi móc không xuất hiện vết nứt nhìn thấy được.
2.1.6 Dung sai khối lượng cho phép của bộ móc nối, đỡ đấm: không được quá 3 % khối lượng danh nghĩa.
2.1.7 Tính năng mở móc hoàn toàn, đóng móc hoàn toàn và khóa móc phải bình thường, không được tự mở móc.
2.1.8 Thân móc nối và khung đuôi móc nối phải được phủ một lớp chống gỉ, trừ bề mặt ma sát của các chi tiết hoạt động bên trong móc nối phải được bôi trơn bằng dầu hoặc mỡ.
2.2 Ký hiệu và chứng chỉ chất lượng
2.2.1 Trên thân móc nối, lưỡi móc, khung đuôi móc nối phải có các ký hiệu sau:
a) Tên nhà sản xuất;
b) Năm sản xuất;
c) Số nhận dạng;
d) Riêng thân móc nối phải có ký hiệu kiểu loại móc nối.
2.2.2 Thân móc nối và khung đuôi móc nối khi xuất xưởng phải có chứng chỉ chất lượng của nhà sản xuất, chứng chỉ chất lượng phải có các nội dung sau:
a) Tên nhà sản xuất;
b) Năm sản xuất;
c) Số nhận dạng;
d) Kiểu loại móc nối;
đ) Mác thép đúc.
2.2.3 Hộp đỡ đấm khi xuất xưởng phải có chứng chỉ chất lượng của nhà sản xuất, chứng chỉ chất lượng phải có các nội dung sau:
a) Tên nhà sản xuất;
b) Năm sản xuất;
c) Số nhận dạng;
d) Kiểu loại hộp đỡ đấm;
2.3 Thân móc nối và khung đuôi móc nối
Xem xét tài liệu kỹ thuật của nhà sản xuất, trong tài liệu kỹ thuật của nhà sản xuất phải thể hiện được thành phần hóa học và cơ tính của vật liệu chế tạo thân móc nối, khung đuôi móc nối và các bộ phận khác như lưỡi móc, khóa lưỡi móc, chốt lưỡi móc, chốt đuôi móc. Trong đó, vật liệu chế tạo thân móc nối, khung đuôi móc nối đảm bảo là thép đúc cấp C hoặc cấp E theo tiêu chuẩn AAR M201 - “Thép đúc - Yêu cầu kỹ thuật” (Steel castings - Specification) hoặc tương đương; vật liệu chế tạo lưỡi móc, khóa lưỡi móc cùng một loại thép đúc với thân móc nối hoặc tương đương; vật liệu chế tạo chốt lưỡi móc, chốt đuôi móc tối thiểu từ thép kết cấu cacbon E 275 theo tiêu chuẩn ISO 630:1995 - “Thép kết cấu - Thép tấm, thép tấm bản rộng, thép thanh, thép hình” (Structural steels - Plates, wide flats, bars, sections and profiles) hoặc thép kết cấu tương đương được thường hóa.
2.4 Hộp đỡ đấm
2.4.1 Xem xét tài liệu kỹ thuật của nhà sản xuất, trong tài liệu kỹ thuật của nhà sản xuất phải thể hiện được dung năng danh nghĩa của hộp đỡ đấm, dung năng danh nghĩa của hộp đỡ đấm không được nhỏ hơn 20 kJ hoặc theo quy định của nhà sản xuất.
2.4.2 Xem xét tài liệu kỹ thuật của nhà sản xuất, trong tài liệu kỹ thuật của nhà sản xuất phải thể hiện được lực nén và hành trình danh nghĩa của hộp đỡ đấm phù hợp với quy định tại Bảng 1 hoặc quy định của nhà sản xuất.
Bảng 1 - Lực nén và hành trình danh nghĩa
| Lực nén danh nghĩa (MN) | Lực nén lớn nhất (MN) | Hành trình danh nghĩa (mm) |
| ≤ 0,8 | ≤ 1,2 | ≤ 73 |
2.4.3 Hộp đỡ đấm phải làm việc ổn định, các thông số cơ bản không thay đổi khi chịu tải trọng lặp lại.
2.4.4 Xem xét tài liệu kỹ thuật của nhà sản xuất, trong tài liệu kỹ thuật của nhà sản xuất phải thể hiện được lực căng ban đầu của hộp đỡ đấm từ 20 kN đến 120 kN. Việc kiểm tra lực căng ban đầu của hộp đỡ đấm được thực hiện thông qua quan sát, ghi lại kết quả kiểm tra (chứng kiến kiểm tra) lực căng ban đầu trên thiết bị kiểm tra chuyên dùng.
2.4.5 Kích thước hộp đỡ đấm kim loại có chiều dài không nhỏ hơn 625 mm, chiều rộng không quá 330 mm, chiều cao không quá 234 mm hoặc theo quy định của nhà sản xuất. Kích thước hộp đỡ đấm cao su có chiều dài không nhỏ hơn 627 mm, chiều rộng không quá 322 mm, chiều cao không quá 230 mm. Hộp đỡ đấm sau khi lắp ráp xong phải có độ nén ban đầu ít nhất là 2 mm.
2.4.6 Xem xét tài liệu kỹ thuật của nhà sản xuất, trong tài liệu kỹ thuật của nhà sản xuất phải thể hiện được tấm thép và lá cao su kẹp hai bên (gọi là tấm cao su đỡ đấm) phải được lưu hóa. Tấm cao su sau khi lưu hóa được nén giảm còn 70 % chiều dày và giữ trong 5 phút, bỏ nén sau 5 phút và đo lại chiều dày. Yêu cầu chiều dày không được giảm quá 5 % kích thước ban đầu. Số lượng tấm thép và lá cao su thử nghiệm được lấy ngẫu nhiên không nhỏ hơn 10 % tổng số tấm thép và lá cao su. Việc kiểm tra tấm thép và lá cao su được thực hiện thông qua quan sát, ghi lại kết quả kiểm tra (chứng kiến kiểm tra) tấm thép và lá cao su trên thiết bị kiểm tra chuyên dùng.
2.5 Quy định về độ cứng
2.5.1 Độ cứng bề mặt lưỡi móc
- Thép đúc cấp C hoặc tương đương là 179 ÷ 229 HB;
- Thép đúc cấp E hoặc tương đương là 241 ÷ 291 HB.
2.5.2 Độ cứng bề mặt của các chi tiết khác (trừ lưỡi móc)
- Thép đúc cấp C hoặc tương đương là 179 ÷ 241 HB;
- Thép đúc cấp E hoặc tương đương là 241 ÷ 311 HB.
3. Quy định quản lý
3.1 Việc kiểm tra, chứng nhận bộ móc nối, đỡ đấm sản xuất, lắp ráp và nhập khẩu mới thực hiện theo quy định của Bộ trưởng Bộ Giao thông vận tải quy định về việc kiểm tra chất lượng, an toàn kỹ thuật và bảo vệ môi trường phương tiện giao thông đường sắt.
3.2 Trong trường hợp các văn bản, tài liệu được viện dẫn trong quy chuẩn này có thay đổi, bổ sung về các nội dung liên quan hoặc được thay thế thì thực hiện theo quy định trong văn bản mới.
4. Tổ chức thực hiện
4.1 Tổ chức đăng kiểm Việt Nam chịu trách nhiệm tổ chức thực hiện Quy chuẩn này.
4.2 Các tổ chức, cá nhân sản xuất, lắp ráp và nhập khẩu bộ móc nối, đỡ đấm có trách nhiệm công bố hợp quy cho bộ móc nối, đỡ đấm sau khi được kiểm tra, chứng nhận và đăng ký công bố hợp quy theo các quy định hiện hành.
Phụ lục A
Danh mục tài liệu kỹ thuật
Các tài liệu kỹ thuật được các tổ chức, cá nhân sản xuất lắp ráp/nhập khẩu mới cung cấp khi đề nghị kiểm tra bao gồm:
1) Bản vẽ kỹ thuật, trong đó phải thể hiện hình vẽ tổng thể bộ móc nối, đỡ đấm. Hình vẽ phải thể hiện được các kích thước cơ bản.
2) Kết quả kiểm tra kích thước cơ bản của bộ móc nối, đỡ đấm.
3) Kết quả kiểm tra dung năng, lực nén, hành trình danh nghĩa của hộp đỡ đấm.
4) Kết quả kiểm tra thành phần hóa học và tính năng cơ học của vật liệu chế tạo bộ móc nối, đỡ đấm.
5) Kết quả kiểm tra khuyết tật vật đúc của thân móc nối, lưỡi móc, khung đuôi móc nối.
QCVN 112 : 2023 / BGTVT
QUY CHUẨN KỸ THUẬT QUỐC GIA VỀ VAN HÃM SỬ DỤNG TRÊN ĐẦU MÁY, TOA XE
National technical regulation on brake valves for rolling stocks
MỤC LỤC
1. Quy định chung
1.1 Phạm vi điều chỉnh
1.2 Đối tượng áp dụng
2. Giải thích từ ngữ, ký hiệu và chữ viết tắt
2.1 Giải thích từ ngữ
2.2 Ký hiệu
2.3 Chữ viết tắt
3. Quy định kỹ thuật
3.1 Yêu cầu chung
3.2 Các yêu cầu liên quan đến khả năng chịu áp suất
3.3 Độ kín
3.4 Tự động hãm
3.5 Khả năng cấp khí nén bổ sung cho áp suất xi lanh hãm
3.6 Áp suất vận hành
3.7 Tính năng hãm và nhả hãm
3.8 Thời gian nạp khí nén ban đầu cho thùng gió phụ và buồng điều khiển
3.9 Nhận dạng và ký hiệu
4. Quy định quản lý
5. Tổ chức thực hiện
Phụ lục A: Quy định kiểm tra, thử nghiệm van hãm
A.1. Quy định chung
A.2. Kiểm tra, thử nghiệm các chức năng của van hãm
A.2.1 Điều kiện thử nghiệm
A.2.2 Thử nghiệm tính năng nạp gió (khí nén) thùng gió phụ và buồng điều khiển (hoặc thiết bị tương tự)
A.2.3 Thử độ kín
A.2.4 Thử nghiệm thời gian tác dụng hãm và nhả hãm
A.2.5 Thử tính năng hãm và nhả hãm
A.2.6 Thử nghiệm độ nhạy điều khiển hãm và nhả hãm giai đoạn
A.2.7 Thử nghiệm áp suất xi lanh hãm lớn nhất
A.2.8 Thử nghiệm độ nhạy
A.2.9 Thử nghiệm độ không nhạy
A.2.10 Thử khả năng cấp khí nén bổ sung áp suất xi lanh hãm trong quá trình tác dụng hãm
A.2.11 Thử nghiệm bảo vệ khi nạp quá áp suất ống hãm
A.2.12 Thử nghiệm chức năng nhả hãm thủ công
Phụ lục B: Sơ đồ bệ thử van hãm
Lời nói đầu
QCVN 112 : 2023/BGTVT do Cục Đăng kiểm Việt Nam biên soạn, Vụ Khoa học - Công nghệ và Môi trường trình duyệt, Bộ Khoa học và Công nghệ thẩm định, Bộ Giao thông vận tải ban hành theo Thông tư số 04/2023/TT-BGTVT ngày 17 tháng 04 năm 2023.
QUY CHUẨN KỸ THUẬT QUỐC GIA VỀ VAN HÃM SỬ DỤNG TRÊN ĐẦU MÁY, TOA XE
National technical regulation on brake valves for rolling stocks
1. Quy định chung
1.1 Phạm vi điều chỉnh
1.1.1 Quy chuẩn này quy định các yêu cầu kỹ thuật và việc kiểm tra chất lượng, an toàn kỹ thuật và bảo vệ môi trường đối với van hãm (còn gọi là van phân phối) sản xuất, lắp ráp và nhập khẩu mới sử dụng trên đầu máy, toa xe.
1.1.2 Quy chuẩn này áp dụng cho van hãm sử dụng trên đầu máy, toa xe thuộc nhóm có mã HS là 8607.21.00 được quy định theo Thông tư số 31/2022/TT-BTC ngày 08 tháng 6 năm 2022 của của Bộ Tài chính ban hành danh mục hàng hóa xuất khẩu, nhập khẩu Việt Nam.
1.1.3 Quy chuẩn này không áp dụng cho van hãm sử dụng trên toa xe đường sắt đô thị; van hãm sử dụng trên toa xe đường sắt tốc độ cao; van hãm sử dụng trên đầu máy, toa xe của quân đội, công an sử dụng vào mục đích quốc phòng, an ninh.
1.2 Đối tượng áp dụng
Quy chuẩn này áp dụng đối với tổ chức, cá nhân có liên quan đến việc quản lý, sản xuất, lắp ráp, nhập khẩu, kiểm tra, chứng nhận chất lượng, an toàn kỹ thuật và bảo vệ môi trường đối với van hãm của đầu máy, toa xe thuộc phạm vi điều chỉnh tại điểm 1.1 của quy chuẩn này.
2. Giải thích từ ngữ, ký hiệu và chữ viết tắt
2.1 Giải thích từ ngữ
Trong Quy chuẩn này, các thuật ngữ dưới đây được hiểu như sau:
2.1.1 Van hãm
Thiết bị có tính năng chính là điều khiển áp suất khí nén đầu ra theo tính năng đảo ngược sự thay đổi của các giá trị áp suất đầu vào. Trong quy chuẩn này, áp suất đầu vào là áp suất ống hãm và áp suất đầu ra là áp suất xi lanh hãm (còn gọi là nồi hãm) hoặc áp suất điều khiển áp suất xi lanh hãm thông qua bộ phận rơ le áp suất, xem Hình 1 & Hình 2.

Chú dẫn:
1 Áp suất đầu vào (là áp suất ống hãm - sau đây gọi là áp suất ống hãm)
2 Van hãm
3 Áp suất đầu ra (là áp suất xi lanh hãm - sau đây gọi là áp suất xi lanh hãm)
Chú dẫn:
1 Áp suất vận hành
2 Áp suất ống hãm
3 Áp suất xi lanh hãm
Hình 2 - Biểu đồ minh họa áp suất chức năng chính của van hãm
2.1.2 Tác dụng hãm
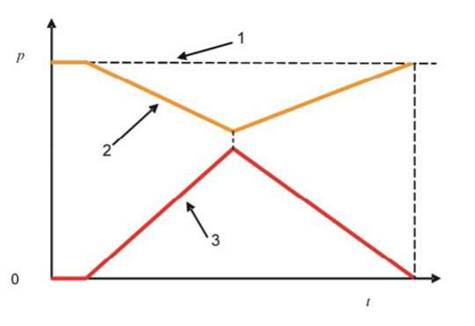
Quá trình hãm gây ra bởi sự giảm áp suất ống hãm từ áp suất vận hành xuống áp suất làm cho van hãm tạo ra các mức áp suất xi lanh hãm, áp suất xi lanh hãm này được cấp bởi thùng gió phụ (bình chứa khí nén phụ), xem minh họa tại Hình 3.

Chú dẫn:
1 Áp suất vận hành (5 bar hoặc 6 bar)
2 Đường áp suất ống hãm
3 Áp suất xi lanh hãm lớn nhất
4 Đường áp suất xi lanh hãm
Tác dụng hãm thường ![]()
Tác dụng hãm khẩn ![]()
Hình 3 - Sơ đồ minh họa tác dụng hãm thường và hãm khẩn
2.1.2.1 Tác dụng hãm thường
Quá trình hãm gây ra bởi sự giảm áp suất ống hãm từ áp suất vận hành xuống giá trị áp suất nằm trong dải giữa mức giảm áp suất nhỏ nhất và mức áp suất ống hãm cần thiết để đạt được áp suất xi lanh hãm lớn nhất.
2.1.2.2 Hãm giai đoạn
Tính năng hãm theo mức độ tăng dần của áp suất xi lanh hãm được điều khiển bởi mức độ giảm dần của áp suất ống hãm trong dải áp suất từ mức áp suất vận hành xuống mức áp suất tương ứng với hãm thường hoàn toàn.
2.1.2.3 Tác dụng hãm thường hoàn toàn
Quá trình hãm do sự giảm giá trị áp suất ống hãm từ mức áp suất vận hành hạ xuống mức áp suất làm cho van hãm tạo ra áp suất xi lanh hãm lớn nhất khi hãm thường.
2.1.2.4 Tác dụng hãm khẩn
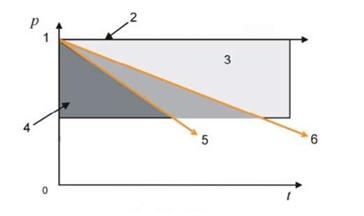
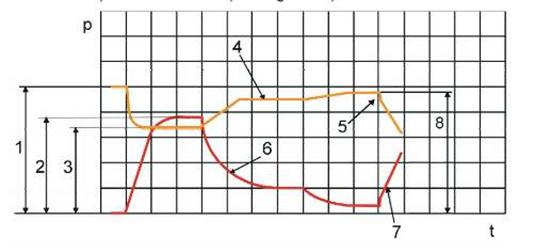
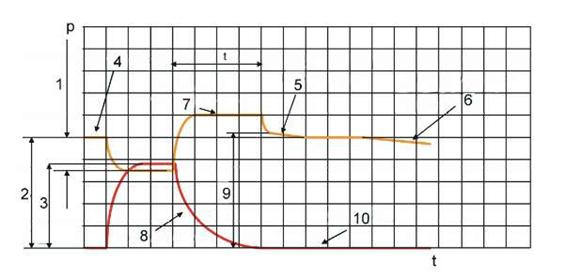
Quá trình hãm do tác động làm giảm áp suất ống hãm nhanh nhất để đạt được giá trị áp suất xi lanh hãm lớn nhất trong thời gian nhỏ nhất. Thời gian giảm áp suất ống hãm từ giá trị áp suất vận hành xuống mức cần thiết (t1) nhỏ hơn thời gian đạt được áp suất xi lanh hãm lớn nhất (t2). Quá trình được minh họa tại Hình 4.

Chú dẫn
1 Áp suất vận hành
2 Đường áp suất ống hãm
3 Mức áp suất ống hãm cần thiết để thiết lập hãm khẩn
4 Áp suất xi lanh hãm lớn nhất
5 Đường áp suất xi lanh hãm
t1 Thời gian để đạt được áp suất ống hãm cần thiết tạo ra tốc độ giảm áp của hãm khẩn
t2 Thời gian để đạt được áp suất xi lanh hãm lớn nhất
Hình 4 - Sơ đồ minh họa quá trình hãm khẩn
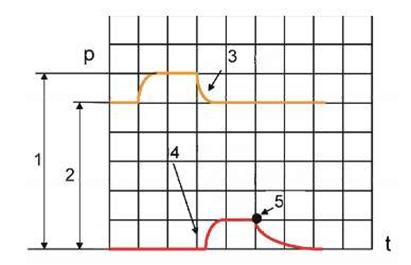
2.1.3 Nhả hãm
Quá trình tăng áp suất ống hãm sau khi tác dụng hãm làm cho van hãm mở đường thông từ xi lanh hãm ra ngoài làm giảm áp suất xi lanh hãm.

Chú dẫn
1 Áp suất vận hành
2 Đường áp suất ống hãm
3 Đường áp suất xi lanh hãm
Hình 5 - Sơ đồ minh họa quá trình nhả hãm
2.1.3.1 Nhả hãm hoàn toàn
Quá trình tăng áp suất ống hãm đến áp suất vận hành sau khi tác dụng hãm, làm cho van hãm mở hoàn toàn đường thông ra ngoài (áp suất xi lanh hãm bằng 0).
2.1.3.2 Nhả hãm giai đoạn
Quá trình giảm dần áp suất xi lanh hãm do áp suất ống hãm tăng dần trong dải áp suất từ khi hãm thường hoàn toàn cho tới nhả hãm hoàn toàn.
2.1.4 Thời gian tác dụng hãm
Thời gian tăng áp suất xi lanh hãm từ khi bắt đầu tăng từ 0 bar đến 95 % giá trị áp suất xi lanh hãm lớn nhất, khi áp suất ống hãm được giảm từ áp suất vận hành về 0 bar với tốc độ giảm áp suất 1,5 bar đầu tiên trong khoảng thời gian nhỏ hơn hoặc bằng 2 s.
2.1.5 Thời gian nhả hãm
Thời gian giảm áp suất xi lanh hãm từ áp suất lớn nhất về 0,4 bar, khi áp suất ống hãm được tăng dần lên đến mức áp suất vận hành với tốc độ tăng áp suất bắt đầu từ 1,5 bar dưới áp suất vận hành lên đến áp suất vận hành trong thời gian nhỏ hơn hoặc bằng 2 s.
2.1.6 Nhả hãm thủ công
Chức năng yêu cầu thao tác thủ công có chủ đích để hủy bỏ tác dụng hãm do van hãm gây ra.
2.1.7 Chế độ hãm
Trạng thái hoạt động của van hãm được phân loại theo thời gian tác dụng hãm và nhả hãm tương ứng với áp suất xi lanh hãm mà van hãm có thể tạo ra theo trạng thái vận hành.
2.1.7.1 Chế độ hãm tàu khách K
Chế độ hãm xác định bằng thời gian tác dụng hãm và nhả hãm nhanh của loại van hãm thường được sử dụng cho các đoàn tàu vận tải khách.
2.1.7.2 Chế độ hãm tàu hàng H
Chế độ hãm xác định bằng thời gian tác dụng hãm và nhả hãm chậm của loại van hãm thường được sử dụng trên các đoàn tàu vận tải hàng (có tốc độ thấp, tải trọng lớn, đoàn dài).
2.1.8 Tự động hãm
Khả năng van hãm tự động đảm bảo áp suất xi lanh hãm lớn nhất trong trường hợp bị mất áp suất ống hãm.
2.1.9 Khả năng bảo áp
Khả năng van hãm đảm bảo duy trì mức áp suất xi lanh hãm nhất định ở các trạng thái hãm.
2.1.10 Vị trí vận chuyển (vị trí sẵn sàng hoạt động)
Trạng thái van hãm có thể kích hoạt chế độ hãm phù hợp với tất cả đặc tính kỹ thuật của van hãm.
2.1.11 Áp suất vận hành
Áp suất ống hãm thể hiện ở vị trí nhả hãm hoàn toàn, áp suất này có thể là 5 bar hoặc 6 bar.
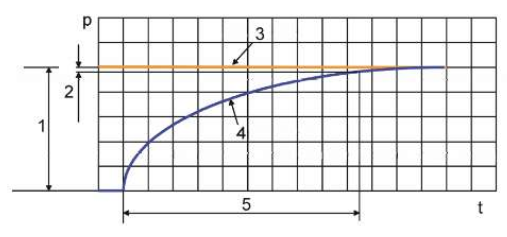
2.1.12 Độ nhạy
Mức độ hoạt động của van hãm (tạo áp suất trong xi lanh hãm) trong điều kiện suy giảm nhất định của áp suất ống hãm. Giá trị suy giảm này sẽ làm giảm áp suất ống hãm với tốc độ nhỏ nhất làm cho van hãm hoạt động sau một khoảng thời gian nhất định, xem minh họa tại Hình 6.
2.1.13 Độ không nhạy
Mức độ hoạt động của van hãm (không tạo áp suất trong xi lanh hãm) trong điều kiện suy giảm nhất định của áp suất ống hãm. Giá trị suy giảm này sẽ làm giảm áp suất ống hãm với tốc độ lớn nhất làm cho van hãm không hoạt động, xem minh họa tại Hình 6.
| Chú dẫn | |||
| Van hãm hoạt động | 1 | Áp suất ống hãm | |
| Van hãm có thể hoạt động | 2 | Áp suất vận hành | |
| Van hãm không hoạt động | 3 | Vùng độ không nhạy | |
| 4 | Vùng độ nhạy | ||
| 5 | Giới hạn độ nhạy | ||
| 6 | Giới hạn độ không nhạy | ||
Hình 6 - Sơ đồ minh họa vùng và giới hạn độ nhạy, độ không nhạy
2.1.14 Nạp quá áp
Sự gia tăng áp suất ống hãm trên mức áp suất vận hành để làm giảm thời gian nhả hãm của đoàn tàu và/hoặc điều chỉnh áp suất buồng điều khiển của các van hãm trên tất cả các phương tiện của đoàn tàu.
2.1.15 Thùng gió phụ (bình chứa khí nén phụ)
Thiết bị cấp khí nén cho xi lanh hãm khi thực hiện quá trình hãm.
2.1.16 Ống hãm
Ống chứa khí nén có khả năng điều khiển hãm đoàn tàu.
2.1.17 Buồng điều khiển
Buồng điều khiển chứa khí nén tạo ra áp suất trung gian theo áp suất ống hãm trong thời gian không xảy ra tác dụng hãm. Buồng chứa này được cô lập với áp suất ống hãm khi van hãm thực hiện tác dụng hãm.
2.1.18 Nhả hãm trực tiếp
Sự giảm hoàn toàn áp suất xi lanh hãm trong một thao tác nhả hãm thủ công.
2.1.19 Áp suất xi lanh hãm lớn nhất
Áp suất xi lanh hãm lớn nhất là áp suất xi lanh hãm đạt được sau khi hãm khẩn. Áp suất này có thể đạt được khi hãm thường hoàn toàn (xem minh họa tại Hình 3).
2.1.20 Độ nhạy điều khiển
Độ nhạy điều khiển xác định khả năng của van hãm khi phản hồi chính xác và nhạy bén với sự thay đổi áp suất ống hãm làm thay đổi áp suất xi lanh hãm tương ứng.
2.2 Ký hiệu
t Thời gian
p Áp suất
2.3 Chữ viết tắt
K Chế độ hãm tàu khách
H Chế độ hãm tàu hàng
3. Quy định kỹ thuật
3.1 Yêu cầu chung
3.1.1 Van hãm khi kiểm tra, thử nghiệm theo Quy chuẩn này phải có các tài liệu kỹ thuật sau:
a) Bản vẽ mô tả kích thước hình học tổng thể van hãm của nhà sản xuất;
b) Bản đặc tính kỹ thuật và hướng dẫn sử dụng van hãm của nhà sản xuất;
c) Báo cáo thử nghiệm van hãm trên bệ thử của nhà sản xuất;
d) Báo cáo chạy thử nghiệm van hãm trên đường tại nước ngoài đối với van hãm có kiểu loại mới lần đầu được sử dụng tại Việt Nam.
3.1.2 Đối với các van hãm chỉ hoạt động ở chế độ hãm tàu khách K (hoặc chế độ hãm tàu hàng H), chỉ áp dụng các chỉ tiêu đối với tàu khách (hoặc tàu hàng) theo quy định của Quy chuẩn này.
3.1.3 Các van hãm không có chức năng hãm và nhả hãm giai đoạn được kiểm tra theo báo cáo thử nghiệm của nhà sản xuất.
3.2 Các yêu cầu liên quan đến khả năng chịu áp suất
Van hãm phải làm việc an toàn ở áp suất vận hành lớn nhất của hệ thống hãm.
3.3 Độ kín
Độ kín của van hãm phải thỏa mãn các yêu cầu kiểm tra được quy định trong Phụ lục A của Quy chuẩn này.
3.4 Tự động hãm
Van hãm phải có khả năng tự động hãm trong trường hợp bị mất áp suất ống hãm.
3.5 Khả năng cấp khí nén bổ sung cho áp suất xi lanh hãm
Van hãm phải có khả năng cấp bù lại mọi tổn thất của áp suất xi lanh hãm trong quá trình tác dụng hãm.
3.6 Áp suất vận hành
Áp suất vận hành là 5 bar hoặc 6 bar để điều khiển các chế độ hãm (thông qua việc thay đổi áp suất ống hãm).
3.7 Tính năng hãm và nhả hãm
3.7.1 Nhả hãm hoàn toàn
Van hãm phải ở vị trí nhả hãm hoàn toàn khi áp suất xi lanh hãm là 0 bar.
3.7.2 Tác dụng hãm và nhả hãm
Khi thay đổi giá trị áp suất ống hãm, các chức năng hãm hoặc nhả hãm phải có tác dụng.
Van hãm phải có tác dụng hãm khi giảm áp suất ống hãm và phải nhả hãm khi tăng áp suất ống hãm. Van hãm phải có tính năng hãm sau:
a) Hãm khẩn;
b) Tác dụng hãm thường hoàn toàn;
c) Tác dụng hãm thường;
d) Hãm giai đoạn;
e) Nhả hãm hoàn toàn;
f) Nhả hãm giai đoạn;
g) Bảo áp;
Van hãm phải có khả năng kết hợp tác dụng hãm giai đoạn với nhả hãm giai đoạn.
3.7.3 Áp suất xi lanh hãm lớn nhất
Van hãm phải đạt được áp suất xi lanh hãm lớn nhất là 3,8 bar ± 0,1 bar khi giảm áp suất ống hãm 1,5 bar ± 0,1 bar (tác dụng hãm thường hoàn toàn) từ áp suất vận hành hiện có.
Van hãm phải đạt được áp suất xi lanh hãm lớn nhất quy định khi tác dụng hãm khẩn.
3.7.4 Chế độ hãm
Van hãm phải hoạt động ở chế độ hãm tàu khách K hoặc cả chế độ hãm tàu hàng H và khách K.
3.7.5 Thời gian tác dụng hãm và nhả hãm
3.7.5.1 Van hãm phải có thời gian tác dụng hãm theo chế độ hãm như sau:
a) Tàu hàng: 18 s ÷ 30 s;
b) Tàu khách: 4 s ÷ 6 s.
3.7.5.2 Van hãm phải có thời gian nhả hãm theo chế độ hãm như sau:
a) Tàu hàng: 45 s ÷ 60 s;
b) Tàu khách: 15 s ÷ 20 s.
3.7.6 Độ nhạy
Van hãm phải tăng áp suất xi lanh hãm sau tối đa 3 s khi áp suất ống hãm giảm xuống 0,6 bar trong 6 s từ áp suất vận hành.
3.7.7 Độ không nhạy
Van hãm phải không tăng áp suất xi lanh hãm khi áp suất ống hãm giảm xuống 0,3 bar trong 60 s từ áp suất vận hành.
3.7.8 Độ nhạy điều khiển
Van hãm phải tạo ra mức tăng áp suất xi lanh hãm tối thiểu 0,1 bar khi giảm áp suất ống hãm 0,1 bar và ngược lại, mức tăng áp suất ống hãm 0,1 bar phải tạo ra mức giảm áp suất xi lanh hãm tối thiểu 0,1 bar. Việc này thực hiện cho dải áp suất ống hãm đối với hãm thường.
3.7.9 Chức năng nhả hãm thủ công
Nếu van hãm có bộ phận để nhả hãm thủ công, bộ phận này phải có các chức năng sau:
a) Phải có khả năng xả khí nén trong xi lanh hãm ra ngoài, và từ đó là nhả hãm hoàn toàn sau khi tác dụng hãm;
b) Phải có khả năng xả khí nén trong xi lanh hãm ra ngoài sau khi tạm thời cấp quá mức áp suất ống hãm vượt quá áp suất vận hành gây ra hãm ngoài ý muốn khi trở về áp suất vận hành.
Van hãm phải không ảnh hưởng tới thùng gió phụ và áp suất ống hãm khi thực hiện chức năng nhả hãm thủ công.
3.7.10 Bảo vệ khi nạp quá áp suất ống hãm
3.7.10.1 Van hãm phải có khả năng bảo vệ không gây ra tác dụng hãm khi nạp quá áp suất ống hãm tối thiểu 1 bar trên áp suất vận hành và duy trì trong thời gian tối thiểu:
a) t = 40 s ở chế độ hãm tàu hàng;
b) t = 10 s ở chế độ hãm tàu khách,
và sau đó trở về áp suất làm việc bình thường.
t là thời gian từ khi áp suất ống hãm bắt đầu tăng và khi bắt đầu giảm về lại áp suất vận hành.
3.7.10.2 Áp suất vận hành lớn nhất
Van hãm phải có khả năng vận hành đúng quy định với áp suất cấp lên tới áp suất vận hành lớn nhất theo quy định của nhà sản xuất.
3.8 Thời gian nạp khí nén ban đầu cho thùng gió phụ và buồng điều khiển
Van hãm phải có thời gian nạp gió ban đầu:
a) Không nhỏ hơn 50 s và không vượt quá 135 s cho thùng gió phụ từ 0 bar lên đến mức dưới áp suất vận hành 0,2 bar;
b) Không nhỏ hơn 150 s và không vượt quá 200 s cho buồng điều khiển từ 0 bar lên đến mức dưới áp suất vận hành 0,2 bar.
3.9 Nhận dạng và ký hiệu
Van hãm phải có các ký hiệu sau:
a) Kiểu loại;
b) Nhà sản xuất;
c) Năm sản xuất;
d) Số nhận dạng.
4. Quy định quản lý
4.1 Van hãm sản xuất, lắp ráp và nhập khẩu mới sử dụng trên đầu máy, toa xe phải được kiểm tra, thử nghiệm theo các quy định tại phụ lục A của Quy chuẩn này.
4.2 Việc kiểm tra, chứng nhận van hãm sản xuất, lắp ráp và nhập khẩu mới thực hiện theo quy định của Bộ trưởng Bộ Giao thông vận tải quy định về việc kiểm tra chất lượng, an toàn kỹ thuật và bảo vệ môi trường phương tiện giao thông đường sắt
4.3 Trong trường hợp các văn bản, tài liệu được viện dẫn trong quy chuẩn này có thay đổi, bổ sung về các nội dung liên quan hoặc được thay thế thì thực hiện theo quy định trong văn bản mới.
5. Tổ chức thực hiện
5.1 Tổ chức đăng kiểm Việt Nam chịu trách nhiệm tổ chức thực hiện Quy chuẩn này.
5.2 Các tổ chức, cá nhân sản xuất, lắp ráp và nhập khẩu van hãm có trách nhiệm công bố hợp quy cho van hãm sau khi được kiểm tra, chứng nhận và đăng ký công bố hợp quy tại Cục Đăng kiểm Việt Nam theo các quy định hiện hành.
Phụ lục A
Quy định kiểm tra, thử nghiệm van hãm
A.1. Quy định chung
Các nội dung kiểm tra, thử nghiệm dưới đây áp dụng đối với tất cả van hãm sản xuất, lắp ráp và nhập khẩu mới sử dụng trên đầu máy, toa xe. Việc kiểm tra được thực hiện với từng van trên bệ thử có tính năng tương tự như minh họa trong Phụ lục B.
A.2. Kiểm tra, thử nghiệm các chức năng của van hãm
A.2.1 Điều kiện thử nghiệm
Van hãm phải được thử nghiệm trên bệ thử phù hợp. Các hình biểu đồ trong Quy chuẩn này được đưa ra để minh họa nội dung thử nghiệm.
Các thử nghiệm phải được thực hiện ở nhiệt độ môi trường, và không có nguồn cấp khí nén nào khác ngoài đường cấp thông qua van hãm và áp suất cấp tối đa, khi đó nguồn cấp được giữ liên tục ở mức áp suất đã quy định đảm bảo thực hiện được các phép thử. Thùng gió phụ đảm bảo dung tích trong phạm vi 90 l đến 100 l.
Các thử nghiệm phải được thực hiện ở các vị trí K và H. Đối với các van hãm chỉ có vị trí K hoặc H, việc thử nghiệm sẽ thực hiện ở vị trí được quy định.
A.2.2 Thử nghiệm tính năng nạp gió (khí nén) thùng gió phụ và buồng điều khiển (hoặc thiết bị tương tự)
Khi lắp van hãm lên bệ thử, đảm bảo các buồng của van hãm đã mở đường thông ra bên ngoài (áp suất các buồng bằng 0).
Sau đó kết nối van hãm với nguồn và cấp khí nén cho van hãm ở giá trị áp suất vận hành.
Yêu cầu:
Áp suất nạp cho thùng gió phụ phải tăng từ 0 bar lên đến mức áp suất vận hành. Thời gian nạp từ thời điểm áp suất nạp bắt đầu tăng và khi đạt đến 0,2 bar dưới mức áp suất vận hành phải nằm trong dải từ 50 s đến 135 s (Xem hình A.1). Đồng thời quan sát quá trình nạp gió của buồng điều khiển phải nằm trong dải từ 150 s đến 200 s.
Chú dẫn
| 1 | Áp suất vận hành | 4 | Đường áp suất nạp |
| Chú ý: Đường cong nạp có thể có dạng không liên tục | |||
| 2 | 0,2 bar | 5 | Thời gian nạp cho thùng gió phụ |
| 3 | Đường áp suất ống hãm |
Hình A.1 - Sơ đồ minh họa các bước thử nghiệm tính năng nạp gió (khí nén) của van hãm
A.2.3 Thử độ kín
Độ kín của van hãm phải được thử nghiệm trên bệ thử. Thời gian đánh giá từng thử nghiệm phải tối thiểu là trong 5 min, bắt đầu từ khi áp suất được ổn định sau các thay đổi áp suất thông thường.
A.2.3.1 Thử độ kín khi van hãm ở vị trí nhả hãm
Van hãm phải có khả năng vận hành mà không có sai khác với tính năng đã được quy định với áp suất cấp lên tới áp suất lớn nhất theo thiết kế của từng kiểu loại van. Đợi áp suất của buồng điều khiển và thùng gió phụ đạt đến áp suất vận hành.
Ngắt kết nối van hãm với nguồn cấp, kiểm tra độ kín của van hãm.
Yêu cầu:
Không có rò rỉ khí nén ở các “Cửa kiểm tra” và các mối lắp ghép của van hãm.
A.2.3.2 Thử độ kín sau khi giảm áp tối thiểu
Chờ van hãm ổn định áp suất xi lanh hãm sau khi giảm áp ống hãm từ áp suất vận hành tối thiểu 0,3 bar với tốc độ giảm 0,6 bar trong 6 s. Quá trình tăng áp suất xi lanh hãm phải bắt đầu sau tối đa 3 s từ thời điểm áp suất ống hãm bắt đầu giảm.
Yêu cầu:
Không có rò rỉ khí nén ở các “Cửa kiểm tra”.
A.2.3.3 Thử độ kín sau khi tác dụng hãm thường
Chờ van hãm ổn định áp suất xi lanh hãm sau tác dụng hãm thường khi áp suất ống hãm dưới 1,2 bar so với áp suất vận hành.
Yêu cầu:
Không có rò rỉ khí nén ở các “Cửa kiểm tra”.
A.2.3.4 Thử độ kín sau khi tác dụng hãm khẩn
Chờ van hãm ổn định áp suất xi lanh hãm đạt giá trị lớn nhất sau tác dụng hãm khẩn.
Yêu cầu:
Không có rò rỉ khí nén ở các “Cửa kiểm tra”.
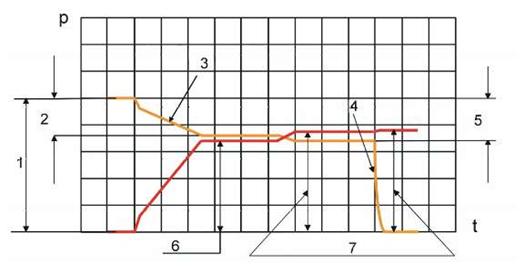
A.2.4 Thử nghiệm thời gian tác dụng hãm và nhả hãm
Các thử nghiệm phải được thực hiện cho từng chế độ hãm đã được quy định.
Phải ghi lại thời gian tác dụng hãm cùng với lượng giảm áp suất ống hãm bắt đầu từ áp suất vận hành, bằng cách mở đường thông áp suất ống hãm ra ngoài về 0 bar với tốc độ không nhỏ hơn 2 s cho mức giảm áp suất 1,5 bar đầu tiên.
Thời gian tác dụng hãm được đo từ khi bắt đầu tăng áp suất xi lanh hãm lên đến 95 % áp suất xi lanh hãm lớn nhất (làm tròn đến 0,1 bar).
Phải ghi lại thời gian nhả hãm cùng với lượng tăng áp suất ống hãm từ 0 bar lên đến áp suất vận hành với tốc độ không nhỏ hơn 2 s cho mức tăng áp suất 1,5 bar cuối cùng.
Thời gian nhả hãm được đo từ khi áp suất xi lanh hãm bắt đầu giảm đến khi xuống 0,4 bar.
Yêu cầu:
Phải đáp ứng thời gian được yêu cầu theo quy định của 3.7.5 (xem Hình A.2).
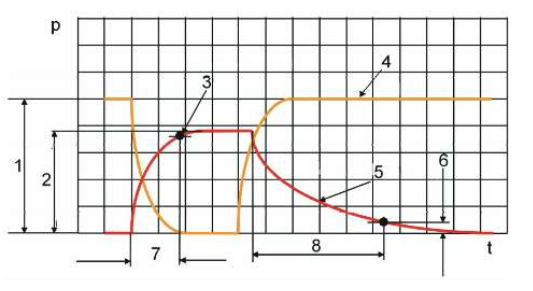
Chú dẫn
| 1 Áp suất vận hành | 5 Đường áp suất xi lanh hãm |
| 2 Áp suất xi lanh hãm lớn nhất | 6 0,4 bar |
| 3 95% giá trị áp suất xi lanh hãm lớn nhất | 7 Thời gian tác dụng hãm |
| 4 Đường áp suất ống hãm | 8 Thời gian nhả hãm |
Hình A.2 - Sơ đồ minh họa các bước thử nghiệm thời gian tác dụng hãm và nhả hãm
A.2.5 Thử tính năng hãm và nhả hãm
A.2.5.1 Thử nghiệm 1
Thực hiện hãm thường hoàn toàn, sau đó nhả hãm đến khi áp suất ống hãm đạt giá trị nhỏ hơn 0,15 bar so với áp suất vận hành, duy trì áp suất này.
Yêu cầu:
Áp suất xi lanh hãm phải tiếp tục về 0 bar (xem Hình A.3).

Chú dẫn
| 1 Áp suất vận hành | 5 Đường áp suất ống hãm |
| 2 Áp suất vận hành - 0,15 bar | 6 Đường áp suất xi lanh hãm |
| 3 Áp suất xi lanh hãm lớn nhất | 7 Từ điểm này, áp suất xi lanh hãm phải tiếp tục về 0 mà áp suất ống hãm không tăng thêm |
| 4 Áp suất ống hãm sau khi tác dụng hãm thường hoàn toàn |
Hình A.3 - Sơ đồ minh họa các bước thử nghiệm 1
A.2.5.2 Thử nghiệm 2
Thực hiện hãm thường hoàn toàn sau đó nhả hãm đến khi áp suất ống hãm tương ứng với áp suất xi lanh hãm là 0,3 bar, sau 10 s đến 20 s giảm áp suất ống hãm với tốc độ của độ không nhạy (giảm áp 0,3 bar trong 60 s).
Yêu cầu:
Sau khi giảm áp suất ống hãm từ 10 s đến 20 s, áp suất xi lanh hãm phải bắt đầu tăng (xem Hình A.4).

Chú dẫn
| 1 Áp suất vận hành | 5 Đường áp suất ống hãm |
| 2 Áp suất xi lanh hãm lớn nhất | 6 Đường áp suất xi lanh hãm |
| 3 Áp suất ống hãm sau khi tác dụng hãm thường hoàn toàn | 7 Áp suất ống hãm giảm với tốc độ của độ không nhạy |
| 4 0,3 bar | 8 Áp suất xi lanh hãm phải bắt đầu tăng |
Hình A.4 - Sơ đồ minh họa các bước thử nghiệm 2
A.2.5.3 Thử nghiệm 3
Thực hiện hãm thường hoàn toàn sau đó nhả hãm đến khi áp suất ống hãm dưới áp suất vận hành 0,15 bar. Sau một thời gian, thực hiện giảm áp suất ống hãm với tốc độ của độ nhạy (giảm áp với tốc độ 0,6 bar trong 6 s).
Yêu cầu:
Van hãm phải thực hiện tác dụng hãm (tăng nhanh áp suất xi lanh hãm) với chức năng hãm nhanh bằng cách xả thêm áp suất ống hãm thông qua van hãm) (xem Hình A.5).
Chú dẫn
| 1 | Áp suất vận hành | 5 | Áp suất ống hãm giảm với tốc độ của độ nhạy |
| 2 | Áp suất xi lanh hãm lớn nhất | 6 | Đường áp suất xi lanh hãm |
| 3 | Áp suất ống hãm sau khi tác dụng hãm thường hoàn toàn | 7 | Tăng nhanh áp suất xi lanh hãm |
| 4 | Đường áp suất ống hãm | 8 | Áp suất vận hành - 0,15 bar |
Hình A.5 - Sơ đồ minh họa các bước thử nghiệm 3
A.2.6 Thử nghiệm độ nhạy điều khiển hãm và nhả hãm giai đoạn
Thực hiện các mức giảm áp ống hãm từng nấc về đến vị trí hãm thường hoàn toàn, sau đó xen kẽ với việc tăng áp suất ống hãm từng nấc cho đến vị trí nhả hãm hoàn toàn để xác nhận độ nhạy đối với các thay đổi nhỏ của áp suất ống hãm.
Thực hiện thay đổi áp suất ống hãm từ 0,3 bar đến 1,4 bar dưới áp suất vận hành làm thay đổi áp suất xi lanh hãm. Mức thay đổi áp suất ống hãm phải không nhỏ hơn 0,1 bar cho mỗi nấc thử và phải đi tới nấc thử cuối cùng.
Yêu cầu:
Số lần thực hiện thao tác tăng hoặc giảm áp suất ống hãm không ít hơn 6 hoặc theo quy định của nhà sản xuất, mỗi lần thay đổi áp suất ống hãm phải tương ứng với thay đổi áp suất xi lanh hãm (xem Hình A.6).

Chú dẫn
| 1 0,3 bar | 4 Áp suất hãm thường hoàn toàn |
| 2 Áp suất vận hành | 5 Đường áp suất ống hãm |
| 3 Áp suất xi lanh hãm lớn nhất | 6 Đường áp suất xi lanh hãm |
Hình A.6 - Sơ đồ minh họa các bước thử nghiệm độ nhạy điều khiển hãm và nhả hãm giai đoạn
A.2.7 Thử nghiệm áp suất xi lanh hãm lớn nhất
Thử nghiệm phải được thực hiện bằng cách giảm áp suất ống hãm, bắt đầu từ áp suất vận hành với tốc độ của độ nhạy (giảm 0,6 bar trong 6 s). Lượng giảm áp suất ống hãm phải dừng lại ở các giá trị 1,4 bar và 1,6 bar dưới áp suất vận hành.
Yêu cầu: Áp suất xi lanh hãm lớn nhất phải là 3,8 ± 0,1 bar
- Khi áp suất ống hãm ở giá trị 1,4 bar dưới áp suất vận hành, áp suất xi lanh hãm phải nhỏ hơn hoặc bằng 3,7 bar.
- Khi áp suất ống hãm ở giá trị 1,6 bar dưới áp suất vận hành, áp suất xi lanh hãm phải ≥ 3,7 bar và ≤ 3,9 bar (xem Hình A.7).
Chú dẫn
| 1 | Áp suất vận hành | 5 | Áp suất vận hành - 1,6 bar |
| 2 | Áp suất vận hành - 1,4 bar | 6 | ≤ 3,7 bar |
| 3 | Lượng giảm áp suất ống hãm với tốc độ của độ nhạy | 7 | ≤ 3,9 bar và ≥ 3,7 bar |
| 4 | Hãm khẩn |
Hình A.7 - Sơ đồ minh họa các bước thử nghiệm áp suất xi lanh hãm lớn nhất
A.2.8 Thử nghiệm độ nhạy
Từ áp suất vận hành, thực hiện giảm áp suất ống hãm với tốc độ 0,6 bar trong 6 s.
Yêu cầu:
Sau tối đa 3 s từ khi áp suất ống hãm bắt đầu giảm, áp suất xi lanh hãm phải bắt đầu tăng lên (xem Hình A.8).
Chú dẫn
| 1 Áp suất vận hành | 4 Đường giảm áp suất ống hãm khi thử nghiệm độ nhạy |
| 2 Đường áp suất ống hãm | 5 Tối đa 3 s |
| 3 Điểm van hãm tác dụng (phản hồi) và áp suất xi lanh hãm bắt đầu tăng lên | 6 Áp suất xi lanh hãm |
Hình A.8 - Sơ đồ minh họa các bước thử nghiệm độ nhạy
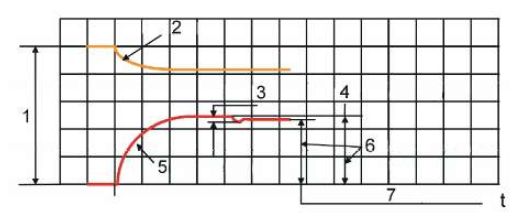
A.2.9 Thử nghiệm độ không nhạy
Từ áp suất vận hành, thực hiện giảm áp suất ống hãm với tốc độ 0,3 bar trong 60 s.
Yêu cầu:
Van hãm phải không làm tăng áp suất xi lanh hãm trong tối thiểu 60 s (xem Hình A.9).

Chú dẫn
| 1 Áp suất vận hành | 4 Không cho phép van hãm tăng áp suất xi lanh hãm trong tối thiểu 60 s từ khi bắt đầu giảm áp suất ống hãm |
| 2 Đường áp suất ống hãm | |
| 3 Đường áp suất ống hãm khi thử nghiệm độ không nhạy | 5 Đường áp suất xi lanh hãm |
Hình A.9 - Sơ đồ minh họa các bước thử nghiệm độ không nhạy
A.2.10 Thử khả năng cấp khí nén bổ sung áp suất xi lanh hãm trong quá trình tác dụng hãm
Trong quá trình tác dụng hãm thường (Hình A.10) và tác dụng hãm khẩn (Hình A.11), tạo ra độ xì hở của xi lanh hãm qua ống dẫn có đường kính 1 mm.
Yêu cầu:
Van hãm phải có tác dụng bù tổn thất áp suất ngay khi áp suất xi lanh hãm giảm xuống tối đa 0,2 bar. Van hãm phải đạt được mức áp suất xi lanh hãm hiện có trước khi tạo ra xì hở với độ chính xác ± 0,1 bar, nếu có đủ áp suất trong thùng gió phụ (xem hình A.10 và Hình A.11).
Chú dẫn
| 1 Áp suất vận hành | 5 Đường áp suất xi lanh hãm |
| 2 Đường áp suất ống hãm | 6 Sai lệch không quá ± 0,1 bar |
| 3 Tối đa 0,2 bar | 7 Áp suất sau khi bù |
| 4 Áp suất trước khi bù |
Hình A.10 - Sơ đồ minh họa các bước thử nghiệm khả năng cấp khí nén bổ sung áp suất xi lanh hãm khi hãm thường

Chú dẫn
| 1 Áp suất vận hành | 5 Đường áp suất xi lanh hãm |
| 2 Đường áp suất ống hãm | 6 Sai lệch không quá ± 0,1 bar |
| 3 Tối đa 0,2 bar | 7 Áp suất sau khi bù |
| 4 Áp suất trước khi bù | 8 Áp suất xi lanh hãm lớn nhất |
Hình A.11 - Sơ đồ minh họa các bước thử nghiệm khả năng khí nén bổ sung xi lanh hãm khi hãm khẩn
A.2.11 Thử nghiệm bảo vệ khi nạp quá áp suất ống hãm
Tiến hành thử nghiệm với áp suất vận hành 5 bar.
Thực hiện theo các bước như sau:
Khi van hãm ở vị trí nhả hãm, giảm áp suất ống hãm khoảng 1,5 bar. Khi đó, áp suất xi lanh hãm được tăng lên áp suất lớn nhất. Tiếp theo, tăng áp suất ống hãm lên mức trên 1 bar so với áp suất vận hành và duy trì áp suất này trong thời gian:
- t = 40 s ở chế độ hãm tàu hàng (H).
- t = 10 s ở chế độ hãm tàu khách (K).
Sau đó giảm áp suất ống hãm về 5,2 bar, sau đó giảm về mức áp suất vận hành với tốc độ của độ không nhạy.
Yêu cầu:
Áp suất xi lanh hãm và buồng điều khiển van hãm không được tăng sau khi áp suất ống hãm đạt được mức áp suất vận hành (Hình A.12).
Chú dẫn
| 1 | Lượng giảm áp suất ống hãm với tác dụng hãm thường hoàn toàn | 6 | Lượng giảm áp suất ống hãm với tốc độ của độ không nhạy trong 50 s |
| 2 | Áp suất vận hành | 7 | Áp suất trên áp suất vận hành 1 bar |
| 3 | Áp suất xi lanh hãm lớn nhất | 8 | Đường áp suất xi lanh hãm |
| 4 | Đường áp suất ống hãm | 9 | 5,2 bar |
| 5 | Lượng giảm áp suất ống hãm với tốc độ độ không nhạy | 10 | Áp suất xi lanh hãm không tăng |
Hình A.12 -Sơ đồ minh họa các bước thử nghiệm bảo vệ khi nạp quá áp suất ống hãm
A.2.12 Thử nghiệm chức năng nhả hãm thủ công
Van hãm phải tự động nhả hãm hoàn toàn khi được kích hoạt chức năng nhả hãm thủ công.
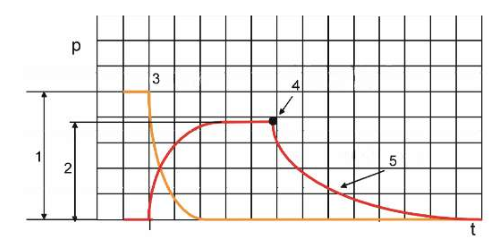
A.2.12.1 Thử nghiệm 1
Bắt đầu từ vị trí nhả hãm, tăng áp suất ống hãm lên trên 1 bar so với áp suất vận hành. Duy trì áp suất ống hãm ở mức này trong tối thiểu 10 s, sau đó giảm áp suất ống hãm về mức áp suất vận hành trong thời gian ≤ 2 s. Áp suất xi lanh hãm sẽ tăng lên mức nhất định. Khi áp suất xi lanh hãm ở mức ổn định, kích hoạt (tác động) van nhả hãm thủ công đến khi có gió xả ra thì ngừng xả, van nhả hãm phải tự động điều tiết áp suất buồng điều khiển sao cho áp suất xi lanh hãm tự giảm về 0.
Yêu cầu:
Áp suất xi lanh hãm phải được giảm về 0 bar (xem Hình A.13).
Chú dẫn
| 1 6 bar | 4 Đường áp suất xi lanh hãm |
| 2 Áp suất vận hành | 5 Thời điểm kích hoạt van nhả hãm thủ công |
| 3 Đường áp suất ống hãm |
Hình A.13 - Sơ đồ minh họa các bước thử nghiệm chức năng nhả hãm thủ công - Thử nghiệm 1
A.2.12.2 Thử nghiệm 2
Bắt đầu từ vị trí nhả hãm, thực hiện tác dụng hãm khẩn và áp suất xi lanh hãm tăng lên tới mức áp suất xi lanh hãm lớn nhất. Sau khi áp suất xi lanh hãm ổn định, kích hoạt van nhả hãm thủ công.
Yêu cầu:
Áp suất xi lanh hãm phải được giảm về 0 bar (xem Hình A.14).
Chú dẫn
| 1 Áp suất vận hành | 4 Thời điểm kích hoạt van nhả hãm thủ công |
| 2 Áp suất xi lanh hãm lớn nhất | 5 Đường áp suất xi lanh hãm |
| 3 Đường áp suất ống hãm |
Hình A.14 - Sơ đồ minh họa các bước thử nghiệm chức năng nhả hãm thủ công - Thử nghiệm 2
A.2.12.3 Thử nghiệm 3
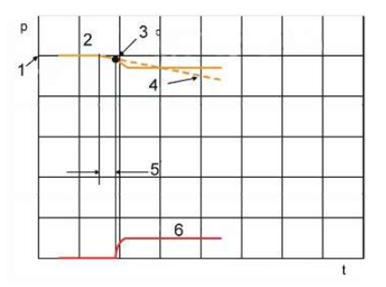
Bắt đầu từ vị trí được thiết lập sau thử nghiệm 2 với áp suất ống hãm, áp suất xi lanh hãm và áp suất buồng điều khiển ở mức 0 bar, tăng áp suất ống hãm với tốc độ 0,1 bar trong 3 s đến 5 s và theo dõi áp suất buồng điều khiển bắt đầu tăng lên.
Yêu cầu:
Áp suất buồng điều khiển phải bắt đầu tăng khi áp suất ống hãm là 3 bar (xem Hình A.15).

Chú dẫn
1 Áp suất vận hành
2 Áp suất buồng điều khiển.
Hình A.15 - Sơ đồ minh họa các bước thử nghiệm chức năng nhả hãm thủ công - Thử nghiệm 3
Phụ lục B
Sơ đồ bệ thử van hãm
Bệ thử trong Hình B.1 minh họa sơ đồ đơn giản hóa thể hiện các bộ phận cần thiết để thực hiện các thử nghiệm được quy chuẩn này quy định. Bệ thử cũng phải được thiết kế và chế tạo phù hợp với tất cả các nguyên tắc về an toàn. Đơn vị nhập khẩu hoặc cơ sở sản xuất, lắp ráp van hãm phải chuẩn bị bệ thử đảm bảo các thử nghiệm quy định tại Quy chuẩn này.
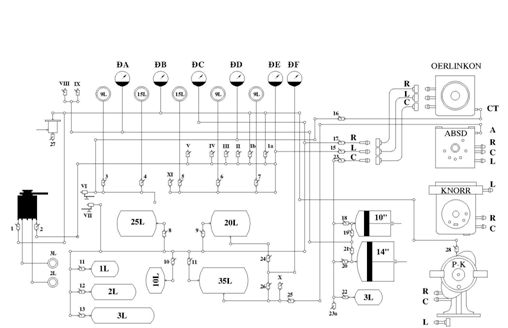
Hình B.1 - Sơ đồ minh họa các bộ phận trong bệ thử van hãm
- 1Thông tư 24/2015/TT-BGTVT về Quy chuẩn kỹ thuật quốc gia về phương tiện giao thông đường sắt - Giá chuyển hướng toa xe - Yêu cầu kỹ thuật do Bộ trưởng Bộ Giao thông vận tải ban hành
- 2Thông tư 30/2018/TT-BGTVT về ban hành 02 Quy chuẩn kỹ thuật quốc gia về phương tiện giao thông đường sắt do Bộ trưởng Bộ Giao thông vận tải ban hành
- 3Quyết định 4125/QĐ-BKHCN năm 2018 công bố Tiêu chuẩn quốc gia về Phương tiện giao thông đường sắt do Bộ trưởng Bộ Khoa học và Công nghệ ban hành
- 4Công văn 3244/VPCP-CN năm 2023 về niên hạn sử dụng phương tiện giao thông đường sắt; đề xuất sửa Nghị định 65/2018/NĐ-CP và 01/2022/NĐ-CP do Văn phòng Chính phủ ban hành
- 5Thông tư 14/2023/TT-BGTVT quy định về đăng ký phương tiện giao thông đường sắt, di chuyển phương tiện giao thông đường sắt trong trường hợp đặc biệt do Bộ trưởng Bộ Giao thông vận tải ban hành
- 6Thông tư 30/2023/TT-BGTVT 03 Quy chuẩn kỹ thuật quốc gia về phương tiện giao thông đường sắt do Bộ trưởng Bộ Giao thông vận tải ban hành
- 1Luật Tiêu chuẩn và quy chuẩn kỹ thuật 2006
- 2Nghị định 127/2007/NĐ-CP Hướng dẫn Luật Tiêu chuẩn và Quy chuẩn kỹ thuật
- 3Luật chất lượng sản phẩm, hàng hóa 2007
- 4Nghị định 132/2008/NĐ-CP Hướng dẫn Luật Chất lượng sản phẩm, hàng hóa
- 5Thông tư 24/2015/TT-BGTVT về Quy chuẩn kỹ thuật quốc gia về phương tiện giao thông đường sắt - Giá chuyển hướng toa xe - Yêu cầu kỹ thuật do Bộ trưởng Bộ Giao thông vận tải ban hành
- 6Luật Đường sắt 2017
- 7Thông tư 31/2022/TT-BTC về Danh mục hàng hóa xuất khẩu, nhập khẩu Việt Nam do Bộ trưởng Bộ Tài chính ban hành
- 8Nghị định 78/2018/NĐ-CP sửa đổi Nghị định 127/2007/NĐ-CP hướng dẫn Luật tiêu chuẩn và quy chuẩn kỹ thuật
- 9Thông tư 30/2018/TT-BGTVT về ban hành 02 Quy chuẩn kỹ thuật quốc gia về phương tiện giao thông đường sắt do Bộ trưởng Bộ Giao thông vận tải ban hành
- 10Quyết định 4125/QĐ-BKHCN năm 2018 công bố Tiêu chuẩn quốc gia về Phương tiện giao thông đường sắt do Bộ trưởng Bộ Khoa học và Công nghệ ban hành
- 11Nghị định 56/2022/NĐ-CP quy định chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Bộ Giao thông vận tải
- 12Công văn 3244/VPCP-CN năm 2023 về niên hạn sử dụng phương tiện giao thông đường sắt; đề xuất sửa Nghị định 65/2018/NĐ-CP và 01/2022/NĐ-CP do Văn phòng Chính phủ ban hành
- 13Thông tư 14/2023/TT-BGTVT quy định về đăng ký phương tiện giao thông đường sắt, di chuyển phương tiện giao thông đường sắt trong trường hợp đặc biệt do Bộ trưởng Bộ Giao thông vận tải ban hành
- 14Thông tư 30/2023/TT-BGTVT 03 Quy chuẩn kỹ thuật quốc gia về phương tiện giao thông đường sắt do Bộ trưởng Bộ Giao thông vận tải ban hành
- 15Quy chuẩn kỹ thuật quốc gia QCVN 110:2023/BGTVT về Bộ trục bánh xe của đầu máy, toa xe
- 16Quy chuẩn kỹ thuật quốc gia QCVN 111:2023/BGTVT về Bộ móc nối, đỡ đấm của đầu máy, toa xe
- 17Quy chuẩn kỹ thuật quốc gia QCVN 112:2023/BGTVT về Van hãm sử dụng trên đầu máy, toa xe
Thông tư 04/2023/TT-BGTVT 03 Quy chuẩn kỹ thuật quốc gia về linh kiện, thiết bị của phương tiện giao thông đường sắt do Bộ trưởng Bộ Giao thông vận tải ban hành
- Số hiệu: 04/2023/TT-BGTVT
- Loại văn bản: Thông tư
- Ngày ban hành: 17/04/2023
- Nơi ban hành: Bộ Giao thông vận tải
- Người ký: Nguyễn Danh Huy
- Ngày công báo: Đang cập nhật
- Số công báo: Từ số 683 đến số 684
- Ngày hiệu lực: 01/11/2023
- Tình trạng hiệu lực: Còn hiệu lực
Đơn vị chủ quản: Công ty cổ phần tư vấn đầu tư và ứng dụng công nghệ 4.0.
Chịu trách nhiệm chính: Bà Phạm Hoài Thương.
Giấy chứng nhận ĐKDN số: 0108234370, do Sở Kế hoạch và Đầu tư thành phố Hà Nội cấp ngày 18/04/2018.
Địa chỉ: Thôn Trung, Xã Phù Đổng, TP Hà Nội - VPGD: C2 Vincom, 119 Trần Duy Hưng, Phường Yên Hòa, TP Hà Nội.
Điện thoại: 024.6294.9155 - Hotline: 0984.988.691 - Email: info@hethongphapluat.com

