

Để sử dụng toàn bộ tiện ích nâng cao của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
TIÊU CHUẨN NGÀNH
3TCN 197-72
DAO BÀO GẮN HỢP KIM CỨNG - DAO BÀO PHÁ ĐẦU THẲNG j=45o, PHẢI VÀ TRÁI
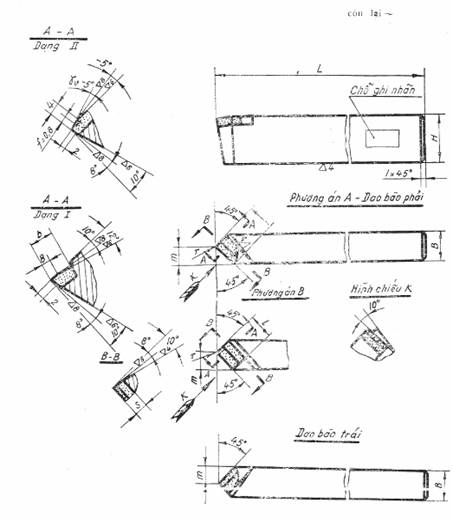
Chú thích: 1. Dạng I chủ yếu dùng để gia công gang và các kim loại ròn (được gắn hợp kim cứng nhôm WC-Co hay nhóm BK của Liên Xô).
Dạng II chủ yếu để gia công thép và các kim loại dẻo (được gắn hợp kim cứng nhóm WC-TiC-Co hay nhóm TK của Liên Xô).
2. Theo yêu cầu của khách hàng, cho phép sản xuất dao bào có trị số góc độ và độ nhẵn khác quy định ở các hình vẽ trên.
Ví dụ kí hiệu qui ước dao bào phá đầu thẳng, j=45o, phải, phương án B, có mặt cắt thân dao 25x20mm, gắn hợp kim cứng T15K6 (Dạng II):
Dao bào B-25x20-T15K6 3TCN 197-72.
Tương tự, đối với dao trái:
Dao bào B-25x20-T15K6 3TCN 197-72.
hoặc gắn BK8 (dạng I):
Dao bào B-25x20-BK8, 3TCN 197-72.
Dao bào TB-25x20-BK8 3TCN 197-72.
| Kích thước, mm | |||||||||||||
| Kích thước mặt cắt thân dao | L | m | r » | Mảnh hợp kim cứng theo G0CT 2209-66 | |||||||||
| Phương án A | Phương án B | ||||||||||||
| H | B | Số hiệu của mảnh | I | b | |||||||||
Để xem đầy đủ nội dung và sử dụng toàn bộ tiện ích của Hệ Thống Pháp Luật vui lòng lựa chọn và đăng ký gói cước.
Nếu bạn đã là thành viên, hãy bấm:
- 1Tiêu chuẩn ngành 3 TCN 195:1972 về Dao bào gắn thép gió - Dao bào phá đầu cong 45 độ phải và trái
- 2Tiêu chuẩn ngành 3 TCN 196:1972 về Dao bào gắn hợp kim cứng - Dao bào phá đầu cong φ=45 độ, phải và trái
- 3Tiêu chuẩn ngành 3 TCN 198:1972 về Dao bào gắn thép gió - Dao bào cạnh đầu thẳng, phải và trái
- 4Tiêu chuẩn ngành 3 TCN 211:1972 về Dao tiện và dao bào gắn hợp kim cứng - Quy tắc nghiệm thu và phương pháp thử
- 5Tiêu chuẩn ngành 3 TCN 199:1972 về Dao bào gắn hợp kim cứng - Dao bào cạnh đầu thẳng phải và trái
- 6Tiêu chuẩn ngành 3 TCN 200:1972 về Dao bào gắn thép gió - Dao bào cạnh đầu cong phải và trái
- 7Tiêu chuẩn ngành 3 TCN 201:1972 về Dao bào gắn hợp kim cứng - Dao bào cạnh đầu cong phải và trái
- 8Tiêu chuẩn ngành 3 TCN 203:1972 về Dao bào gắn hợp kim cứng - Dao cắt đứt và cắt rãnh
- 9Tiêu chuẩn quốc gia TCVN 11257:2015 (ISO 241:1994) về Thân dao tiện và dao bào - Hình dạng và kích thước của tiết diện.
- 1Tiêu chuẩn ngành 3 TCN 195:1972 về Dao bào gắn thép gió - Dao bào phá đầu cong 45 độ phải và trái
- 2Tiêu chuẩn ngành 3 TCN 196:1972 về Dao bào gắn hợp kim cứng - Dao bào phá đầu cong φ=45 độ, phải và trái
- 3Tiêu chuẩn ngành 3 TCN 198:1972 về Dao bào gắn thép gió - Dao bào cạnh đầu thẳng, phải và trái
- 4Tiêu chuẩn ngành 3 TCN 211:1972 về Dao tiện và dao bào gắn hợp kim cứng - Quy tắc nghiệm thu và phương pháp thử
- 5Tiêu chuẩn ngành 3 TCN 199:1972 về Dao bào gắn hợp kim cứng - Dao bào cạnh đầu thẳng phải và trái
- 6Tiêu chuẩn ngành 3 TCN 200:1972 về Dao bào gắn thép gió - Dao bào cạnh đầu cong phải và trái
- 7Tiêu chuẩn ngành 3 TCN 201:1972 về Dao bào gắn hợp kim cứng - Dao bào cạnh đầu cong phải và trái
- 8Tiêu chuẩn ngành 3 TCN 203:1972 về Dao bào gắn hợp kim cứng - Dao cắt đứt và cắt rãnh
- 9Tiêu chuẩn ngành 3 TCN 209:1972 về Dao tiện dao bào gắn hợp kim cứng - Yêu cầu kỹ thuật
- 10Tiêu chuẩn quốc gia TCVN 11257:2015 (ISO 241:1994) về Thân dao tiện và dao bào - Hình dạng và kích thước của tiết diện.
Tiêu chuẩn ngành 3 TCN 197:1972 về Dao bào gắn hợp kim cứng - Dao bào phá đầu thẳng φ=45 độ, phải và trái
- Số hiệu: 3TCN197:1972
- Loại văn bản: Tiêu chuẩn ngành
- Ngày ban hành: 01/01/1972
- Nơi ban hành: Bộ Cơ khí và luyện kim
- Người ký: ***
- Ngày công báo: Đang cập nhật
- Số công báo: Đang cập nhật
- Ngày hiệu lực: 28/04/2026
- Tình trạng hiệu lực: Kiểm tra
Đơn vị chủ quản: Công ty cổ phần tư vấn đầu tư và ứng dụng công nghệ 4.0.
Chịu trách nhiệm chính: Bà Phạm Hoài Thương.
Giấy chứng nhận ĐKDN số: 0108234370, do Sở Kế hoạch và Đầu tư thành phố Hà Nội cấp ngày 18/04/2018.
Địa chỉ: Thôn Trung, Xã Phù Đổng, TP Hà Nội - VPGD: C2 Vincom, 119 Trần Duy Hưng, Phường Yên Hòa, TP Hà Nội.
Điện thoại: 024.6294.9155 - Hotline 1: 0342.799.688 - Hotline 2: 0985.426.175 - Hotline 3: 0984.988.691 - Email: info@hethongphapluat.com

